




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
大口径辅助阳极型辉光放电溅射源的设计与研究
[万真真1  , 武佳
, 武佳1 , 施宁1, * , 王永清1, * , 刘少锋1 , 沈懿璇2 , 王海云1 ]
, 武佳, 王永清, 刘少锋|
|


作者简介: 万真真, 女, 1981年生, 河北大学电子信息工程学院副教授 e-mail: wanzhenzhen@126.com
辉光放电原子发射光谱分析技术可对金属样品表面进行沿深度方向的逐层分析与表征, 具有溅射速率快、 分析效率高、 可大面积溅射的优点。 另外, 辉光放电等离子体能量较低, 材料逐层溅射激发过程中不易引起材料本身组织结构的变化, 能够实现沿样品深度方向逐层剥蚀制样。 将辉光放电溅射源与扫描电镜、 光谱分析检测仪器等联用, 可作为金属材料高通量定量表征的有效手段。 为了高通量地获取材料表面的成分分布信息, 需要对材料表面在多尺寸、 大面积溅射条件下进行辉光放电等离子体溅射。 因此在传统辉光溅射源的基础上, 改进了阳极筒结构, 设计了4种直径为cm级的(15、 20、 30和40 mm)大口径阳极筒, 并对其进行COMSOL数值模拟仿真和实际溅射效果研究。 大尺寸溅射面可获得材料表面更为丰富的信息, 但在相同溅射条件下, 阳极口径增大也带来溅射速率下降、 溅射面中心区域离子化率降低、 影响溅射均匀性和坑型平整度等问题。 为解决这些问题, 设计了可应用于大口径直流辉光放电溅射源的辅助阳极结构, 通过改变放电空间的电场分布情况调控等离子体分布, 增强了阳极中心区域离子化率。 详细阐述了辅助阳极结构的设计原理, 并对传统阳极和辅助阳极进行了数值模拟仿真研究和实际溅射效果对比实验。 结果表明增设辅助阳极对大口径溅射源溅射速率的提升效果明显, 对阳极口径30 mm溅射源的溅射速率提升33%~48%, 对阳极口径40 mm溅射源的溅射速率提升34%~57%。 采用大口径辅助阳极型溅射源对紫铜样品进行了溅射激发, 并用光学相干断层扫描仪(OCT)测试了溅射坑形貌, 结果表明增设辅助阳极可有效改善溅射均匀性和坑型平整度。
, WU Jia, WANG Yong-qing, LIU Shao-fengGlow discharge atomic emission spectroscopic analysis technology can analyze and characterize the surface of metal samples layer by layer along the depth direction, and the glow discharge emission source has the advantages of a fast sputtering rate, high analysis efficiency, and large-area sputtering. In addition, the glow discharge plasma energy is low. The layer-by-layer sputtering excitation process of the material will not cause changes in the structure of the material itself. The sample preparation can be achieved layer by layer along the sample depth direction. Combining a glow discharge sputtering source with a scanning electron microscope, spectral analysis, and detection instrument can be used as an effective means for high-through put quantitative characterization of metal materials. It is necessary to perform glow discharge plasma sputtering on the material surface under multi-size and large-area sputtering conditions. Therefore, based on the traditional glow sputtering source, this paper improves the structure of the anode cylinder, designs four kinds of large-diameter anodes with diameters of 15, 20, 30, and 40 mm respectively, and carries out COMSOL numerical simulation and actual study on sputtering effect. Large-size sputtering surface can obtain richer information on the surface of the material. However, under the same sputtering conditions, the increase of the anode diameter will also lead to a decrease in the sputtering rate, a decrease in the ionization rate of the central area of the sputtering surface, and affect the sputtering uniformity, pit flatness, and other issues. To solve these problems, an auxiliary anode structure that can be applied to a large-aperture DC glow discharge sputtering source is designed in this paper. Changing the electric field distribution in the discharge space regulates the plasma distribution in the discharge space, and the electron ionization rate in the central area of the anode is enhanced. In this paper, the design principle of the auxiliary anode structure is explained in detail, and the numerical simulation research and the actual sputtering effect comparison experiment are carried out on the traditional anode cylinder and the auxiliary anode. The results show that the addition of auxiliary anodes has a significant effect on the sputtering rate of large-diameter sputtering sources. The sputtering rate of sources with an anode diameter of 30mm is increased by 33%~48%, and the sputtering rate of sputtering sources with an anode diameter of 40mm is increased by 34%~57%. The sputtering excitation of copper samples was carried out using a large-aperture auxiliary anode sputtering source, and the sputtering crater morphology was tested by optical coherence tomography (OCT). The results show that adding an auxiliary anode can effectively improve the sputtering uniformity and flatness of the sputtering crater. The actual measurement data are given in this paper.
辉光放电原子发射光谱分析仪(glow discharge optical emission spectrometry, GDOES)可对金属样品的元素成分进行沿深度方向的逐层表征和分析[1, 2], 近年来在材料分析测试领域得到了广泛的应用。 2019年Lanzutti等利用GDOES所得的成分谱图, 研究了铝合金上锌扩散层的结构, 并且利用GDOES逐层剥蚀作用得到溅射坑, 通过电化学微电池确定Zn扩散剖面的电化学行为[3]; 2021年胡维铸等利用GDOES实现了对镀锌薄板中多元素的测定[4]; 同年Yang等基于辉光放电光谱分析的表征方法, 对锌镁界面的含量分布进行定量分析, 研究了Zn在镁合金中的扩散行为[5]。
辉光放电等离子体能量较低, 材料逐层溅射激发过程中不易引起材料本身组织结构的变化[6]。 2020年王海舟等提出由于辉光放电技术可以可控地实现沿样品表面深度方向逐层剥蚀制样, 因此可作为金属材料高通量定量表征有效的样品预处理手段[7]。 将辉光放电溅射源与扫描电镜、 光谱分析仪等仪器联用, 能够获得材料表面的组织结构信息及元素光谱信息, 可实现对材料的高通量统计映射表征。 从而全面系统地研究“ 成分-结构-性能-工艺” 的相关性, 提升对材料的认知水平, 指导材料的改性、 工艺优化和新材料研发[8, 9, 10]。
传统辉光放电光谱溅射源常用的阳极筒直径为2~8 mm, 分析区域较为有限。 而高通量表征需要在多尺寸、 大面积溅射(cm级)条件下进行溅射激发, 从而高通量地获取材料表面的成分分布信息。 本文为辉光放电溅射源设计了4种直径cm级(15、 20、 30和40 mm)的大口径阳极筒。 研究了大口径阳极下, 辉光溅射源的溅射效果和等离子体分布特性。 大尺寸溅射面可获得材料表面更为丰富的信息, 但随溅射面积增大也会带来溅射速率降低、 溅射均匀性下降等问题。 为解决上述问题, 本文创新性地为辉光溅射源增设了辅助阳极, 改变了阳极筒的结构, 增加了阳极筒中心区域与样品溅射面的正对面积, 增强大尺寸阳极中心区域的等离子体分布, 从而显著增强了样品表面溅射速率, 也有效改善了溅射坑型的均匀性和平整性。
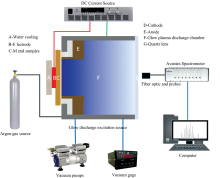
本文采用了自行研制的辉光放电溅射系统, 主要包括高压直流供能源、 高纯氩气源、 辉光溅射源、 顶样装置、 冷却设备、 抽气气泵、 真空度检测设备、 Avantes光纤光谱仪和计算机设备[1, 11], 如图1所示。 系统工作时, 放电室抽真空至10 Pa左右后, 充入一定量99.999%的高纯氩气, 在恒流高电压的作用下, 氩气被激发电离为高能氩离子轰击样品表面, 使得样品原子被溅射剥离进入放电区, 并在负辉区内被激发, 产生蓝紫色辉光放电光谱。
 | 图1 辉光放电光谱仪结构Fig.1 Structure of glow discharge spectrometer |
在样品逐层溅射的过程中, 原子从激发态回到基态, 释放出各待测元素的特征光谱。 元素谱线种类可定性表征样品含有哪种元素, 谱线强度可定量表征元素含量。 且逐层分析过程中, 谱线强度的动态变化可表征样品中元素由表及里的层间分布情况, 获得元素成分在二维和三维空间的分布信息, 如图2所示。
 | 图2 辉光表征与分析过程Fig.2 Characterization and analysis process of glow discharge |
高通量地获取材料表面的成分分布信息, 需要在多尺寸、 大面积溅射条件下进行辉光溅射激发。 传统辉光溅射源的阳极筒直径一般小于10 mm, 不适合于较大面积的溅射分析。 为了使辉光溅射源具有更好的高通量分析性能, 本文设计了四种尺寸的大口径阳极(15、 20、 30和40 mm), 采用COMSOL数值模拟仿真软件进行了辉光放电空间模拟仿真, 模拟了放电腔内部的电子密度分布情况[12, 13]。 对加工的四种阳极进行了溅射激发实验, 均得到了较好的溅射效果, 成功实现了cm级辉光放电溅射。 实测了四种阳极的溅射效果, 并分析了随着口径增大, 材料表面沿深度方向溅射速率的变化情况。
1.2.1 不同口径阳极的辉光放电空间模拟仿真研究
图3为COMSOL数值模拟仿真实验结果, 给出了放电电流为80 mA时, 四种阳极筒纵向截面的二维电子密度分布情况和样品近表面(距离样品表面0.2 mm)电子密度一维绘图情况。
 | 图3 放电空间模拟仿真结果 (a-1): 口径15 mm传统阳极电子密度分布云图; (a-2): 口径15 mm传统阳极样品近表面电子密度一维绘图; (b-1): 口径20 mm传统阳极电子密度分布云图; (b-2): 口径20 mm传统阳极样品近表面电子密度一维绘图; (c-1): 口径30mm传统阳极电子密度分布云图; (c-2): 口径30 mm传统阳极样品近表面电子密度一维绘图; (d-1): 口径40 mm传统阳极电子密度分布云图; (d-2): 口径40 mm传统阳极样品近表面电子密度一维绘图Fig.3 Simulation results of discharge space (a-1): Electron density distribution cloud image of conventional anode with diameter 15 mm; (a-2): One-dimensional plot of near-surface electron density of conventional anode with diameter 15 mm; (b-1): Electron density distribution cloud image of conventional anode with diameter 20 mm; (b-2): One-dimensional plot of near-surface electron density of conventional anode with diameter 20 mm; (c-1): Electron density distribution cloud image of conventional anode with diameter 30 mm; (c-2): One-dimensional plot of near-surface electron density of conventional anode with diameter 30 mm; (d-1): Electron density distribution cloud image of conventional anode with diameter 40 mm; (d-2): One-dimensional plot of near-surface electron density of conventional anode with diameter 40 mm |
由电子密度分布云图的仿真结果[图1(a-1, b-1)]可知, 在阳极筒口径为15和20 mm时, 放电腔内电子密度分布较为均匀。 对样品近表面电子密度进行一维绘图, 如图1(a-2, b-2)可知, 电子密度在样品表面的分布较为均匀, 中心区域可以得到有效溅射。 而阳极口径增大为30 mm时, 电子密度分布出现明显的不均匀现象[如图1(c-1)], 在靠近阳极壁的区域电子密度较高, 且呈对称分布, 而中心区域的电子密度显著下降[如图1(c-2)]。 当口径增加为40 mm时, 两簇电子密度云呈明显的分离状态[如图1(d-1)], 中心部位电子密度继续降低[如图1(d-2)]。 因此, 随着阳极筒直径的增大, 辉光等离子体在中心区域的分布密度逐渐降低, 使得有效溅射区域仅集中在阳极筒壁附近, 而中心区域无法得到较好的溅射。 实际溅射激发时, 直径大于30 mm的阳极筒将会引起溅射坑凸起、 溅射坑平整性、 均匀性降低的问题, 直接影响到辉光放电的逐层分辨能力。
1.2.2 阳极口径增大对溅射速率的影响
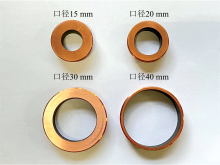
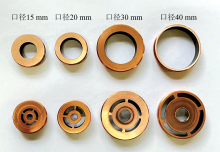
为研究阳极口径的尺寸对溅射速率的影响, 本文设计加工了四种大尺寸阳极筒(如图4所示), 分别对紫铜样品进行溅射激发实验。 采用溅射电流为50~120 mA, 电压为500~1 200 V的8组实验条件, 溅射时间为10 min。 每次溅射完成后, 使用精度为0.1 mg的高精度电子秤称其质量减少量, 可测得不同条件下得溅射速率, 如表1所示。 结果表明, 同一口径阳极筒的溅射速率随电压电流强度增强而增强。 在某一相同溅射条件下, 阳极口径增大导致金属样品表面的平均电流密度下降, 因此溅射速率随着阳极口径增大而下降。
 | 图4 四种不同口径阳极筒Fig.4 Four different diameters of anode cartridge |
| 表1 使用四种不同口径阳极在8种溅射条件下的样品溅射质量 Table 1 Sample sputtering mass under eight different sputtering conditions using four eifferent diameters of anodes |
为提高大口径阳极的溅射速率, 增大溅射电压和溅射电流是一种直接有效的方法。 但过大的电流会导致很大的温升, 严重时会烧灼阴极盘; 电压过大也会产生过载、 溅射不稳定等问题。 而且即使采用较强的溅射条件(如120 mA, 1 200 V, 10 min), 40 mm阳极比15 mm阳极的溅射质量降低了约60%。
综上分析, 对于大口径阳极的辉光溅射源, 需要增强中心区域溅射率、 改善溅射的均匀性。 因此, 本文提出了增设辅助阳极结构的设计方案, 以改善阳极中心区域等离子体密度分布情况。
1.3.1 辅助阳极模拟仿真
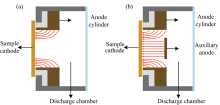
辉光放电溅射源工作时, 样品阴极施加500~1 500 V负高压, 阳极接地, 样品表面原子被溅射激发并产生辉光放电特征光谱。 图5为辉光溅射源的剖面示意图, 阳极筒与样品阴极之间的电场分布情况如图5(a)所示。 当溅射区域较大时, 阴极与阳极形成的电场不足以分布到整个溅射区域, 会出现样品中心区域溅射不完全的情况。 因此, 本文在传统阳极筒的基础上设计了辅助阳极结构, 如图5(b)所示, 其电位与阳极筒相同, 正对样品中心区域。 此结构改变了放电空间内的电场分布, 增强了中心区域的放电效果和离子化率, 使得样品溅射坑中心区域也能够被有效溅射。 本设计可提高样品溅射速率, 并改善溅射坑平整度和逐层分辨能力。
 | 图5 辅助阳极设计原理 (a): 大口径传统阳极; (b): 增设辅助阳极结构Fig.5 Working principle of auxiliary anode (a): Large diameter conventional anode; (b): Additional auxiliary anode structure |
采用COMSOL软件对40 mm口径的传统阳极和辅助阳极结构进行模拟仿真, 并对仿真结果进行了对比(图6所示)。 从电子密度分布云图来看, 采用传统阳极时, 放电腔内呈现两簇分离的电子密度云, 而增设辅助阳极后, 电子密度分布均匀, 可形成大面积均匀等离子体。 从电子密度一维绘图可知, 增设辅助阳极可使近表面电子密度分布均匀, 可提升中心区域的溅射速率, 改善样品溅射均匀性。
 | 图6 口径40 mm传统阳极和辅助阳极仿真对比 (a-1): 口径40 mm传统阳极电子密度分布云图; (a-2): 口径40 mm传统阳极样品近表面电子密度一维绘图; (b-1): 口径40 mm辅助阳极电子密度分布云图; (b-2): 口径40 mm辅助阳极样品近表面电子密度一维绘图Fig.6 Simulation comparison of 40 mm diameter conventional anode and auxiliary anode (a-1): Electron density distribution cloud image of conventional anode with diameter 40 mm; (a-2): One-dimensional plot of near-surface electron density of conventional anode with diameter 40 mm; (b-1): Electron density distribution cloud image of auxiliary anode with diameter 40 mm; (b-2): One-dimensional plot of near-surface electron density of auxiliary anode with diameter 40 mm |
1.3.2 辅助阳极结构设计
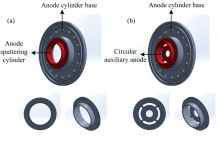
根据COMSOL的仿真结果, 设计加工了辅助阳极结构, 包括阳极溅射筒、 阳极筒基底和辅助溅射环, 如图7所示。
 | 图7 传统阳极和辅助阳极结构对比 (a): 传统阳极结构; (b): 辅助阳极结构Fig.7 Conventional anode and auxiliary anode construction (a): Conventional anode construction; (b): Auxiliary positive structure |
阳极筒加工为可拆卸式阳极, 并设计有多种尺寸, 可根据实际分析时所需的溅射面积进行选择[14]。 为确保添加的辅助溅射模块不影响原辉光溅射源的光谱信号采集, 将此部分设计为圆环状, 这样其中心部分不会遮挡溅射腔中产生的辉光。 辅助溅射环通过四个细连接柱与阳极筒基底相连, 通电时辅助溅射环与阳极筒电位相同。
增添辅助溅射环后, 辅助溅射环(阳极)与样品(阴极)中心区域也可构成电场, 电子运动范围扩大, 使得电场分布可以更好地覆盖溅射中心区域。 由于电子运动路径范围扩大, 运动途中也会进一步与放电气体粒子碰撞, 从而提高放电气体的电离率, 进一步提高溅射速率。
为验证辅助阳极对样品溅射速率的改善效果, 本文对15、 20、 30和40 mm四种口径传统阳极和辅助阳极(图8所示)进行了溅射速率对比实验。 在三组溅射条件(80 mA 800 V, 100 mA 1 000 V, 120 mA 1 200 V)下, 分别对铜基样品溅射10 min, 每次溅射完毕, 采用精度为0.1 mg的高精度电子秤称其质量减少量。
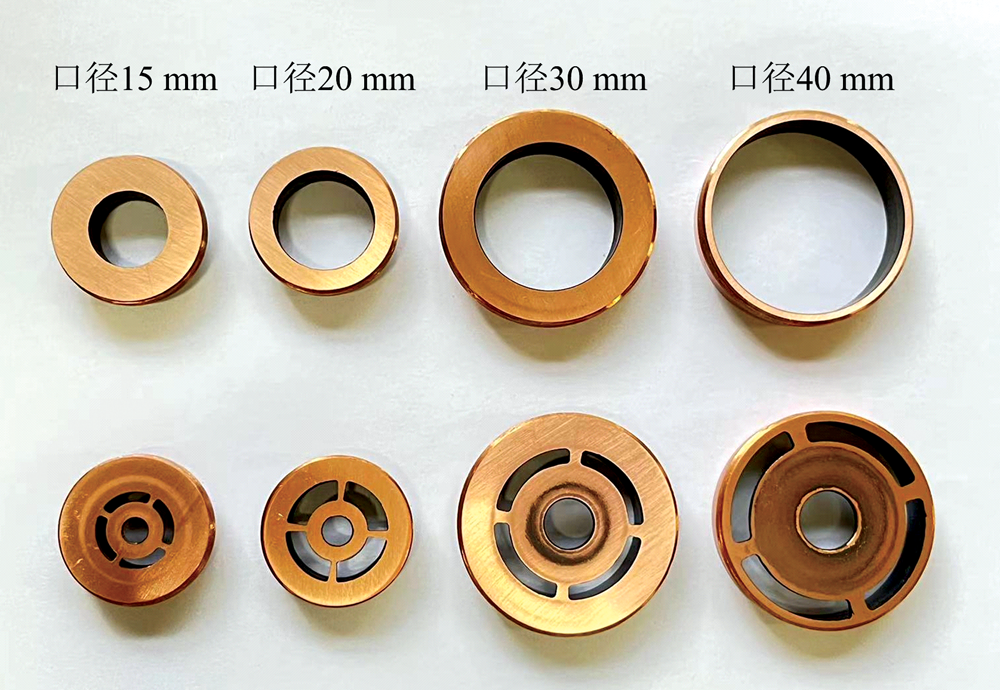 | 图8 四种不同口径传统阳极和辅助阳极对比Fig.8 Four different diameters of conventional anode and auxiliary anode comparison |
由表2可知, 对于较小口径阳极(口径15 mm), 增设辅助阳极对溅射速率的提升作用较小, 这是由于小口径阳极中等离子体分布比较均匀, 金属样品中心和边缘部位均可得到较为有效的溅射。 当阳极口径增大到20 mm时, 样品中心区域等离子密度呈轻微下降趋势, 增设辅助阳极后样品溅射速率有7%~18%的提升。 阳极口径至30 mm时, 等离子体密度分布开始出现明显的不均匀现象, 中心区域电子密度下降明显, 此时增设辅助阳极对溅射速率有明显的提升, 提升率达33%~48%; 当口径增大到40 mm时, 等离子体不均匀程度进一步加深, 此时增设辅助阳极对溅射速率的改善效果更加明显, 提升率可达34%~57%。
| 表2 辅助阳极对溅射速率的提升 Table 2 Increase of sputtering rate by auxiliary anode |
由上述实验可得, 阳极口径(即溅射区域)越大, 辅助阳极对样品溅射速率的提升作用越为明显, 增设辅助阳极可作为改善大口径阳极溅射速率下降问题的有效方案。
辉光溅射坑的均匀性和平整性决定着对样品表面的逐层分别能力, 均匀平整的溅射坑型有助于进行镀层样品沿深度方向的逐层分析。 本文对两种大口径阳极(口径30 mm和口径40 mm)进行溅射坑形貌检测, 验证了增设辅助阳极后对样品溅射坑形貌的改善情况。
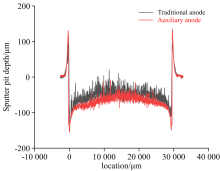
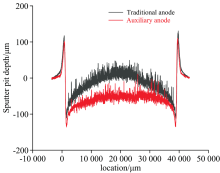
采用口径为30 mm的传统阳极和辅助阳极进行对紫铜样品的溅射实验, 实验条件为(160 mA, 1 200 V), 溅射时间为120 min; 采用口径为40 mm的传统阳极和辅助阳极进行溅射实验, 实验条件为(180 mA, 1 500 V), 溅射时间为120 min。 溅射坑照片如图9所示。 采用光学相干断层扫描仪(optical coherence tomography, OCT)对溅射坑形貌进行测绘, 测量结果如图10和图11所示, 图中黑色曲线表示采用传统阳极的溅射坑形貌, 可见有较为明显的中心区域凸出的坑型, 表明中心区域未能得到较好的溅射。 红色曲线表示同样实验条件下, 采用辅助阳极得到溅射坑形貌, 可见明显消除了中心区域凸出的坑型, 溅射坑的平整度得到了明显的改善。 相同溅射时间内, 溅射坑的平均深度增大, 提高了样品溅射速率。
 | 图9 紫铜样品溅射坑Fig.9 Copper sample sputter pit |
 | 图10 口径30 mm传统阳极和辅助阳极溅射坑形貌对比Fig.10 Comparison of sputtering pit morphology between conventional anode and auxiliary anode with diameters of 30 mm |
 | 图11 口径40 mm传统阳极和辅助阳极溅射坑形貌对比表3为采用传统阳极和辅助阳极(口径30 mm和口径40 mm)溅射坑深度的实测数据。 可见, 增设辅助阳极后, 溅射坑平均坑深增加, 中心区域溅射显著增强。 用均匀性标准偏差S(溅射坑各位置深度值的标准差)作为衡量溅射坑整体均匀性的指标, 口径30 mm时增设辅助阳极可使均匀性提升13.33%, 口径40 mm时增设辅助阳极可使均匀性提升46.15%。 随着口径增大, 对均匀性的改善结果越为明显。Fig.11 Comparison of sputtering pit morphology between conventional anode and auxiliary anode with diameters of 40 mm |
| 表3 口径30 mm和口径40 mm传统阳极和辅助阳极溅射坑深度检测 Table 3 Calibre 30 mm and calibre 40 mm traditional anode and auxiliary anode sputter pit depth information |
采用OCT设备对溅射坑进行显微观察可发现, 使用传统阳极时, 溅射坑中带有较多未溅射的颗粒[见图12(a)中深色颗粒], 而采用辅助阳极, 放电空间电子密度分布均匀[见图12(b)], 样品表面可以得到较为均匀的溅射。
 | 图12 传统阳极和辅助阳极溅射坑显微形貌对比 (a): 传统阳极时溅射坑形貌; (b): 辅助阳极时溅射坑形貌Fig.12 Comparison of sputtering pits between conventional and auxiliary anodes (a): Sputter pit morphology when using conventional anode; (b): Sputter pit morphology when using auxiliary anode |
综上所述, 对大口径阳极增设辅助阳极后, 提高了样品溅射速率, 改善了样品溅射坑的形貌, 提升了坑型的平整度和均匀性, 可作为提升大口径辉光放电光谱仪分析能力的有效技术手段。
为高通量获取材料表面的成分分布信息, 本文在传统辉光溅射源的基础上设计了4种直径cm级(15、 20、 30和40 mm)大口径阳极筒。 研究了大口径阳极下, 辉光溅射源的溅射效果和等离子体分布特性。 成功实现了多尺寸、 cm级大面积辉光溅射。 为解决阳极口径增大带来的溅射速率下降、 溅射均匀性和坑型平整度降低等问题, 本文设计了可应用于大口径直流辉光放电溅射源的辅助阳极结构, 通过改变放电空间的电场分布情况调控放电空间的等离子体分布, 增强了阳极中心区域电子离化率。 对传统阳极筒和辅助阳极进行了数值模拟仿真研究和实际溅射效果对比实验。 结果表明, 增设辅助阳极对大口径溅射源溅射速率的提升效果明显, 对阳极口径30mm溅射源的溅射速率提升为33%~48%, 对阳极口径40 mm溅射源的溅射速率提升为34%~57%。 采用大口径辅助阳极型溅射源对紫铜样品进行了溅射激发, 并采用光学相干断层扫描仪(OCT)对溅射坑形貌进行测试, 结果表明增设辅助阳极可有效改善溅射坑整体均匀性和坑型平整度。 本工作为辉光放电技术应用于多尺寸、 大面积的高通量材料表征提供了一种有效的解决方案。
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|