








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
极性对自保护药芯焊丝电弧焊光谱特征的影响
[张恒铭1  , 石玗
, 石玗1, * , 李春凯1, 2, 3 , 顾玉芬1 , 朱明1 ]
, 石玗, 李春凯|
|


作者简介: 张恒铭, 1990年生, 兰州理工大学博士研究生 e-mail: zhm564145007@163.com
由于自保护药芯焊丝具有抗风性以及优异的焊缝性能, 已广泛应用于野外管道焊接以及大型机械的修复过程。 电极极性是影响焊接过程的重要工艺参数。 为了研究电极极性对电弧等离子体的影响机理, 设计电弧等离子体空域中各点逐步扫描的同步采集系统, 通过光谱特征谱线的分析, 采用Stark谱线轮廓法计算电子密度, 并且基于Boltzmann作图法计算电弧等离子体的温度, 同时针对Al和Mg活性元素的分布特征进行分析。 结果表明, 靠近电极处, 沿 y轴负方向, 直流正接时(焊丝接电源负极性), 弧柱中心区电弧电子密度、 电弧温度和活性元素呈现“水滴状”分布。 而直流反接时(焊丝接电源正极性), 弧柱中心区电弧电子密度、 电弧温度和活性元素的分布特征表现为“手指状”分布。 根据“自磁收缩”的原理, 直流正接条件下, 活性元素在径向方向受到的电磁力较小, 整体分布呈现发散状。 直流反接条件下, 活性元素在径向方向受到的电磁力较大, 收缩较为严重, 整体表现为收缩状态。 采用相同的电参数时, 直流反接条件下弧柱中心区的电弧电子密度、 电弧温度均大于直流正接条件下得到的电子密度和电弧温度, 其中电子密度分布特征和带电粒子的电离程度是影响电弧温度的主要因素。 在相同的电极极性下, 随着电流、 电压的增大, 电弧等离子体的温度和电子密度都在显著增大。
Owing to the wind resistance and excellent weld bead performance of self-shielded flux cored wire. It has been widely used in pipeline welding and the repair of large machinery in the field. Especially, electrode polarity has a great effect on the welding process. In order to study the influence mechanism of electrode polarity on arc plasma, a synchronous acquisition system was designed to scan each point in arc plasma space. Through the analysis of characteristic spectra lines, the Stark profile method was used to calculate the electron density, and the arc plasma temperature was calculated based on the Boltzmann mapping method. At the same time, the distribution characteristics of Al and Mg active elements were analyzed. The results show that electron density distribution, arc plasma temperature and active elements in the central area of the arc column were like the water drop along the negative direction of the Y axis in DCEN (direct current electrode negative). Under the DCEP (direct current electrode positive), the distribution characteristics of arc plasma electron density, arc temperature and active elements in the central area of the arc column were fingerlike. According to the principle of self-magnetic contraction, the electromagnetic force was less in the radial direction under DCEP, and the distribution of active elements was divergent. Under DCEP, the active elements are subjected to more electromagnetic force in the radial direction, and the shrinkage was serious. In addition, the arc plasma electron density and arc temperature in the center of the arc column were higher in DCEP than those under DCEN when the same electrical parameters were used. The distribution characteristics of electron density and ionization degree were the main factors affecting the arc plasma temperature. The arc plasma temperature and electron density were raised with the current and voltage increase under the same electrode polarity.
自保护药芯焊丝在野外无需气瓶、 抗风性强以及具有优良的焊缝性能, 使其广泛应用于野外管道、 海洋平台的焊接, 以及野外大型机械的修复过程中[1]。 近年来, 针对自保护药芯焊丝的研究, 主要集焊缝性能和熔渣设计、 熔滴过渡等方面。 Liu等[2]通过渣系的设计, 实现了无渣自保护的焊接过程, 对熔滴过渡及熔渣飞溅的机理进行了深入的分析。 Zhang等[3]通过药芯成分的调节和控制, 实现了熔敷金属冲击韧性的显著提高。 Liu等[4]通过高速摄影的图像, 主要关注了自保化药芯焊丝的熔滴过渡机理, 发现, 熔滴过渡的模式主要是液桥过渡和大滴排斥过渡。
其中电极极性是影响自保护药芯焊丝电弧焊过程的重要因素。 然而, 大量学者目前针对极性的研究主要集中在实芯焊丝中。 有研究通过定量模型, 对比了不同极性对熔化极气保护焊下焊丝熔化率的影响[5]。 Xue等[6]通过对比不同的电极极性, 对高压干法下的焊接飞溅和焊缝形貌进行研究, 结果表明, 焊丝接负时电流、 电压波形更加稳定, 焊接飞溅较少。 同时, 电极极性对焊缝形貌的影响较大。
以上研究重点关注了极性对熔滴、 焊缝、 电弧行为的影响机理。 而针对极性对电弧等离子体物理特性影响的研究很少。 已有大量利者利用光谱诊断方法对药芯焊丝和TIG焊电弧等离子体特征进行研究。 Jia等[7]重点关注了不同焊接环境对电弧等离子光谱体特征的影响, 实验中发现, 水下环境和空气中得到光谱信号中, 元素的种类基本相同。 而在水下环境中, 会单独出现氢元素的谱线, 证明氢元素对其他元素的光谱线的相似性没有影响。 李志刚等[8]对水下药芯焊丝中电弧等离子体的光谱特征进行了系统研究。 实验结果表明, 水越深, 电离程度越大, 电弧的温度越低。 同时, Zhang等[9]采用药芯焊丝实现了镁合金焊缝的高熔深, 采用电弧等离子体的光谱特征计算了电子密度, 从物理本质解释了焊缝高熔深的主要原因。
由于自保护药芯焊丝焊接过程中造渣、 造气成分的冶金反应, 以及金属蒸发形成的金属蒸汽, 导致焊接过程中电弧行为更加复杂。 而电弧行为的本质主要由电弧等离子体的物理特性决定。 因此对不同极性下电弧等离子的温度、 电子密度等物理特性的定量分析, 可以从物理角度解释电弧的热力行为。
本研究主要采用电弧光谱诊断方法, 通过不同极性下电弧等离子体的温度场、 电子密度场、 活性元素分布特征结果, 对比分析不同电极极性对电弧光谱特征的影响机理, 同时为自保护药芯焊丝的开发和应用提供重要的理论指导。
为了对比分析电极极性对电弧光谱特征的影响, 设计了6组实验参数, 如表1所示。 其中, 每组实验过程中分别采用直流反接(焊丝接电源正极性)和直流正接(焊丝接电源负极性)两种条件。 焊丝到母材的距离为10 mm, 焊接速度均设置为80 cm· min-1。
| 表1 实验设计 Table 1 Experimental design |
实验中, 母材主要采用Q235碳钢, 其中, 母材的主要化学成分如表2所示。 母材尺寸为100 mm× 100 mm× 5 mm。
| 表2 母材的化学成分/% Table 2 Chemical composition of base metal/% |
前期通过SEM扫描电镜对所采集的药芯成分进行分析, 如表3所示。
| 表3 药芯的化学成分/% Table 3 Chemical composition of flux core/% |
表4由药芯厂家提供, 主要为自保护药芯焊丝的熔覆层化学成分。
| 表4 E71T自保护药芯焊丝熔覆层化学成分/% Table 4 Chemical composition of cladding layer of E71T self-shielded flux cored wire/% |
实验设备主要由焊接系统、 电弧光谱测量系统组成。 实验采用的焊机为林肯DC-400多功能焊机。 在光谱测量系统中, 主要采用荷兰Avants公司生产制造的AvaSpec-ULS3648-10-USB2型10通道光谱仪。
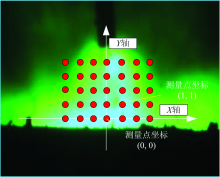
为了获得整个电弧区域的光谱信息, 基于空域建立35个光谱采集点, 每个采集点的位置相邻间距均为1 mm, 建立如图1所示的直角坐标系。 每个采集点采集5次光谱信息, 采集时间设置为从起弧10 s后开始触发光谱仪对光谱信息进行采集, 积分时间设置为3 ms。
 | 图1 基于空域分析方法下的光谱采集点示意图Fig.1 Schematic diagram of spectrum acquisition points based on spatial analysis method |
基于Stark谱线轮廓法计算电子密度的方法中, 特征谱线一般采用氢原子的α 谱线或者β 谱线, α 谱线下的电子密度的计算如式(1)所示。
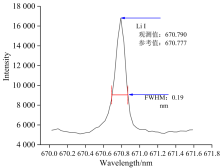
在本实验中, 由于自保护药芯焊丝中已加入Li2CO3物质, 在焊接过程中, 会产生明显的类氢原子Li。 在坐标点(1, 1)处, 得到如图2所示的Li元素光谱特征谱线。 采用式(1)对点(1, 1)处的电子密度进行计算。 其他各点的电子密度计算方法均采用该公式进行计算。
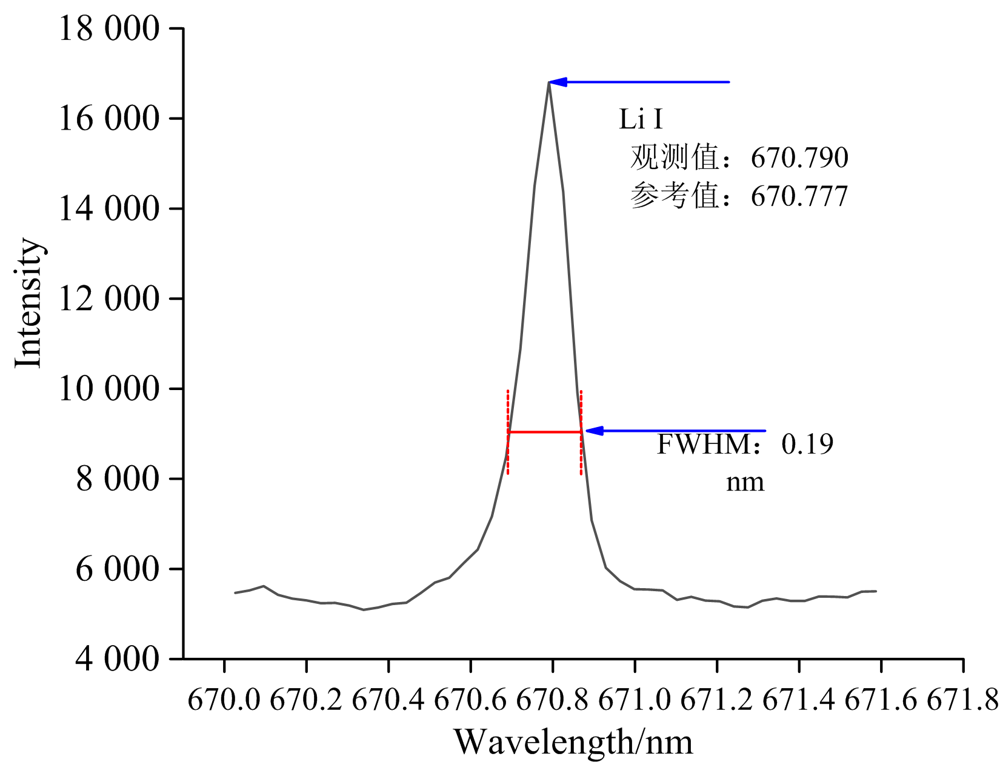 | 图2 基于坐标点(1, 1)处Li元素光谱特征谱线Fig.2 The spectral characteristic lines of Li element based on at coordinates (1, 1) |
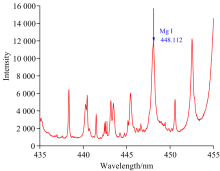
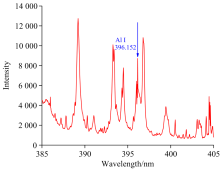
对比表2— 表4发现, 药芯中的Mg和Al元素为药芯中所特有的元素。 为了研究不同极性下活性元素在电弧中的分布规律, 主要选择药芯中Mg I粒子和Al Ⅰ 粒子的谱线进行标定。 如图3和图4所示, 对坐标点(1, 1)处活性粒子的谱线进行标定。
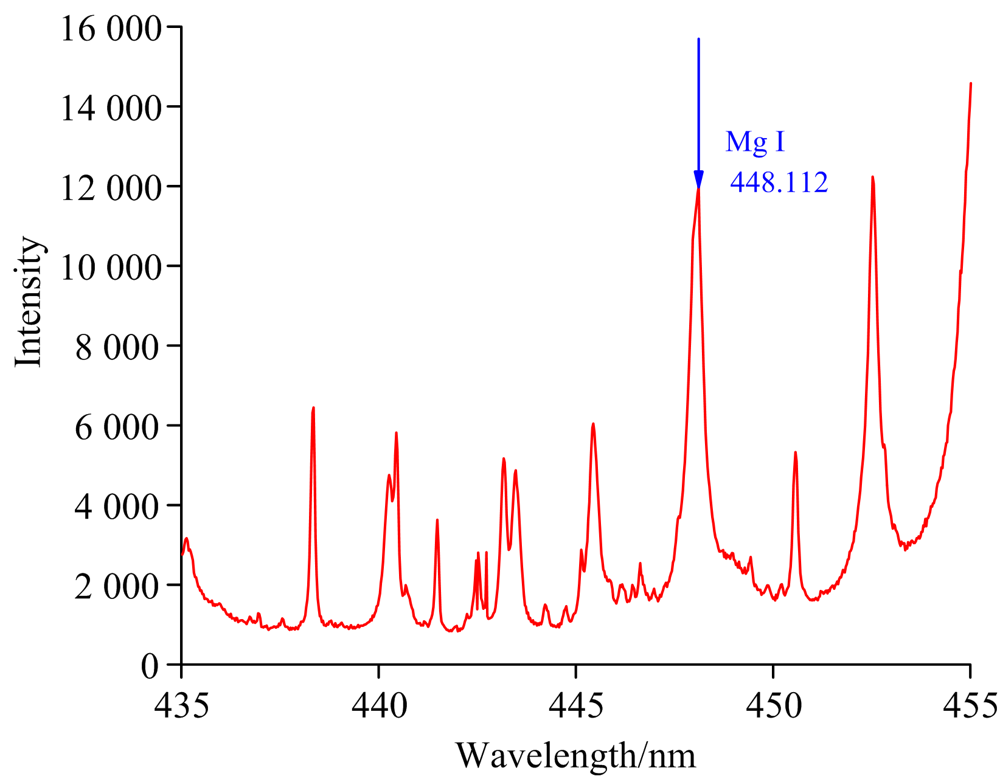 | 图3 基于坐标点(1, 1)处Mg Ⅰ 粒子的谱线标定Fig.3 Calibration of spectral lines of Mg Ⅰ particles based on coordinates (1, 1) |
 | 图4 基于坐标点(1, 1)处Al Ⅰ 粒子的谱线标定Fig.4 Calibration of spectral lines of Al Ⅰ particles based on at coordinates (1, 1) |
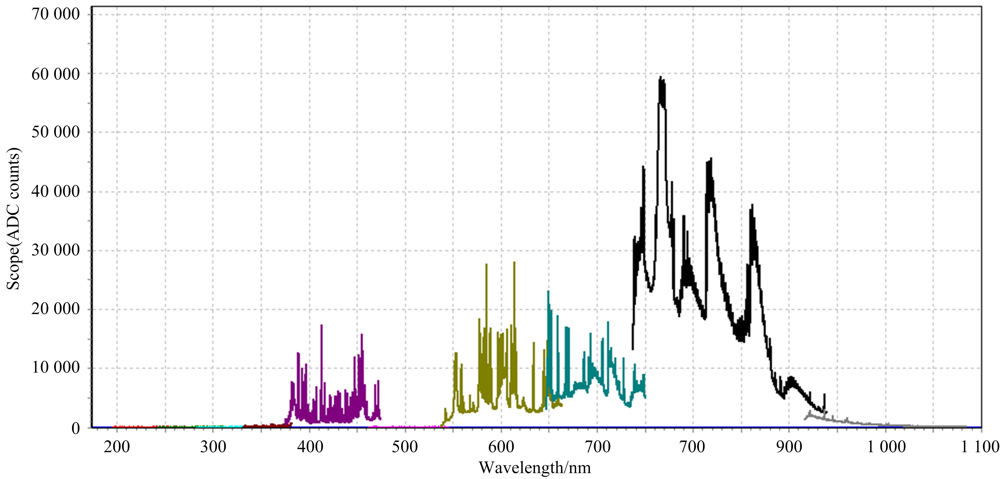
从图5分析可以看出, 在坐标点(1, 1)处的连续光谱信号主要包括380~470, 550~650, 650~750和750~900 nm四个主要光谱波段。 考虑特征谱线的选取原则, 主要分析380~470 nm的光谱波段。
 | 图5 坐标点(1, 1)处电弧光的时域光谱图Fig.5 Arc spectrum at coordinates (1, 1) |
现有电弧等离子体温度的计算方法有Boltzmann作图法、 标准温度法、 绝对光强法和相对光强法等。 由于Boltzmann图法采用了多条谱线的信息, 具有较高的测量精度。 基于Boltzmann图法, 从点(1, 1)处350~450 nm的光谱波段, 主要找到5条Fe Ⅰ 粒子的特征谱线, 如图6所示。 由于其他的连续光谱强度都相对较小, 基本不予考虑。
 | 图6 点(1, 1)处基于boltzmann作图法选取的特征谱线Fig.6 Characteristic spectral lines selected by Boltzmann method at points (1, 1) |
在满足局部热力学平衡状态的条件下, 推导出光谱强度和发射系数的关系, 如式(2)所示[10]。
式(2)中, Inm为电子从n能级向m能级跃迁时的谱线强度, Anm为跃迁概率, gn为能级n的统计权重, gn为n能级时的统计权重, En为原子n级能级时激发的能量, ν 是辐射谱线的频率, Z(T)是配分函数, nn是该原子的全部原子密度。 其中, 参考NISI美国原子光谱数据库, 得到如表5所示特征谱线的相关数据[11]。
| 表5 基于测量点(1, 1)处Fe Ⅰ 粒子特征谱线的相关数据 Table 5 The data based on characteristic spectral lines of Fe Ⅰ particles at measuring points (1, 1) |
对式(1)两边同时取对数, 可得式(3)和式(4)。
其中Inm为特征元素谱线强度, A为跃迁概率, gn为统计权重系数, En为原子激发态的能量。
基于相同粒子的多条光谱谱线参数, 结合式(3)和式(4), 建立以En为X轴坐标, 以ln
通过以上电弧等离子体温度计算的方法, 依次对35个坐标点处的温度进行计算。
根据局部热力学平衡理论和Zhang等的研究结果[9], 针对熔化极电弧焊接过程, 弧柱的中心区更加符合局部热平衡理论, 因此针对电弧电子密度场的观察主要集中在弧柱的中心区。
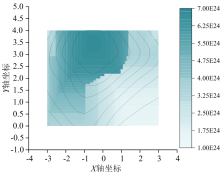
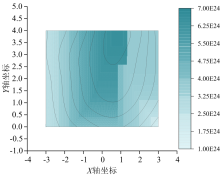
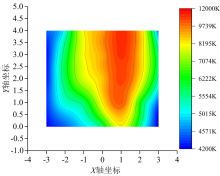
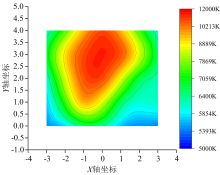
在第一组实验参数下, 分别计算得到不同极性下电弧的电子密度场。 图7是直流正接条件下的电弧电子密度场, 其中电弧中心处的电子密度范围为4.4× 1024~5.0× 1024, 观察发现, 电子密度场的分布接近“ 水滴状” 。 观察直流反接条件下得到的电子密度场, 如图8所示, 电弧中心位置的电子密度分布范围为5.3× 1024~6.0× 1024, 大于直流正接条件下的分布范围, 分布表现为“ 手指状” 。
 | 图7 直流正接下的电子密度(第一组)Fig.7 Electron density under DCEN (Group 1) |
 | 图8 直流反接条件下电子密度(第一组)Fig.8 Electron density under DCEP (Group 1) |
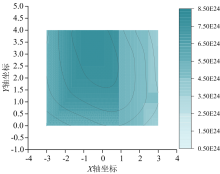
图9和图10分别是第二组实验参数下在不同极性下的电子密度场。 针对弧柱中心区, 直流正接和反接条件下的电子密度分布范围分别达到了7.25× 1024~8.00× 1024和7.5× 1024~8.5× 1024, 相比于第一组实验参数, 电弧中心处的电子密度明显增大。 电弧分布特征并未明显改变。
 | 图9 直流正接下的电子密度(第二组)Fig.9 Electron density under DCEN (Group 2) |
 | 图10 直流反接下的电子密度(第二组)Fig.10 Electron density under DCEP (Group 2) |
如图11和图12所示, 电弧中心处的电子密度分别为7.25× 1024~8.00× 1024和7.5× 1024~8.5× 1024, 均高于第二组和第一组参数下的电子密度。 其中, 不同极性下的电弧等离子体的分布特征并未改变。
 | 图11 直流正接下的电子密度(第三组)Fig.11 Electron density under DCEN (Group 3) |
 | 图12 直流反接下的电子密度(第三组)Fig.12 Electron density under DCEP (Group 3) |
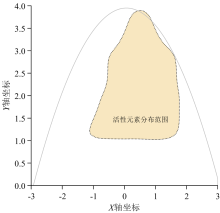
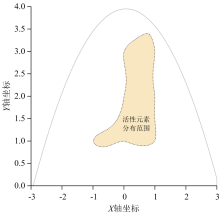
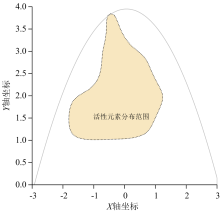
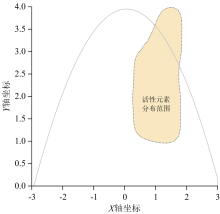
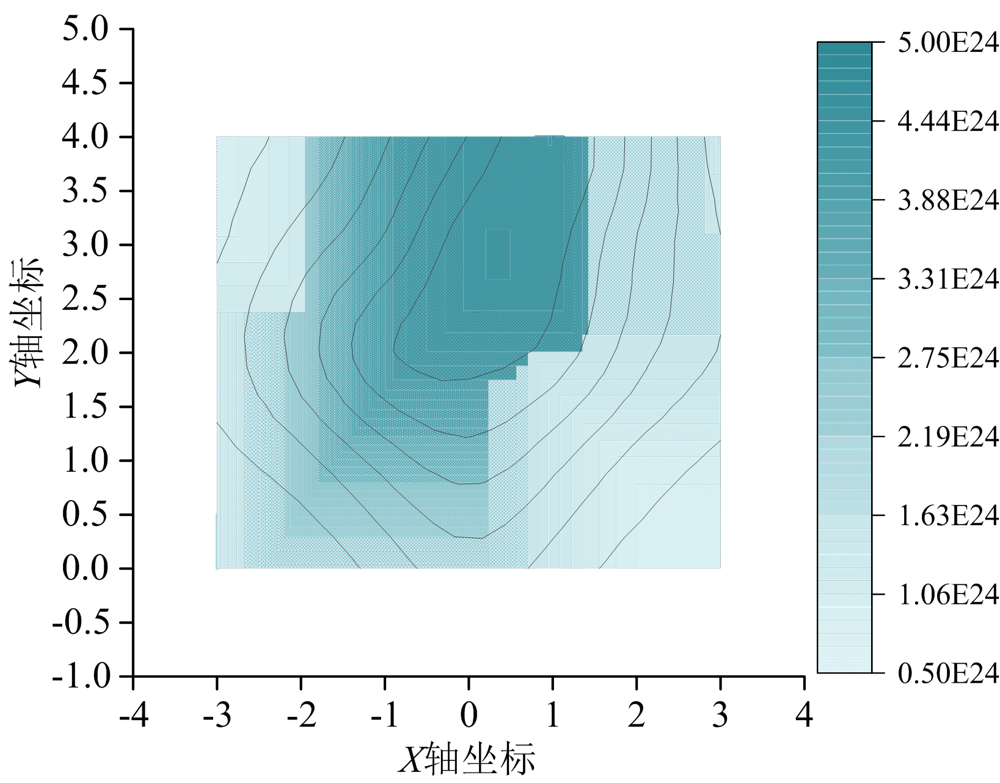
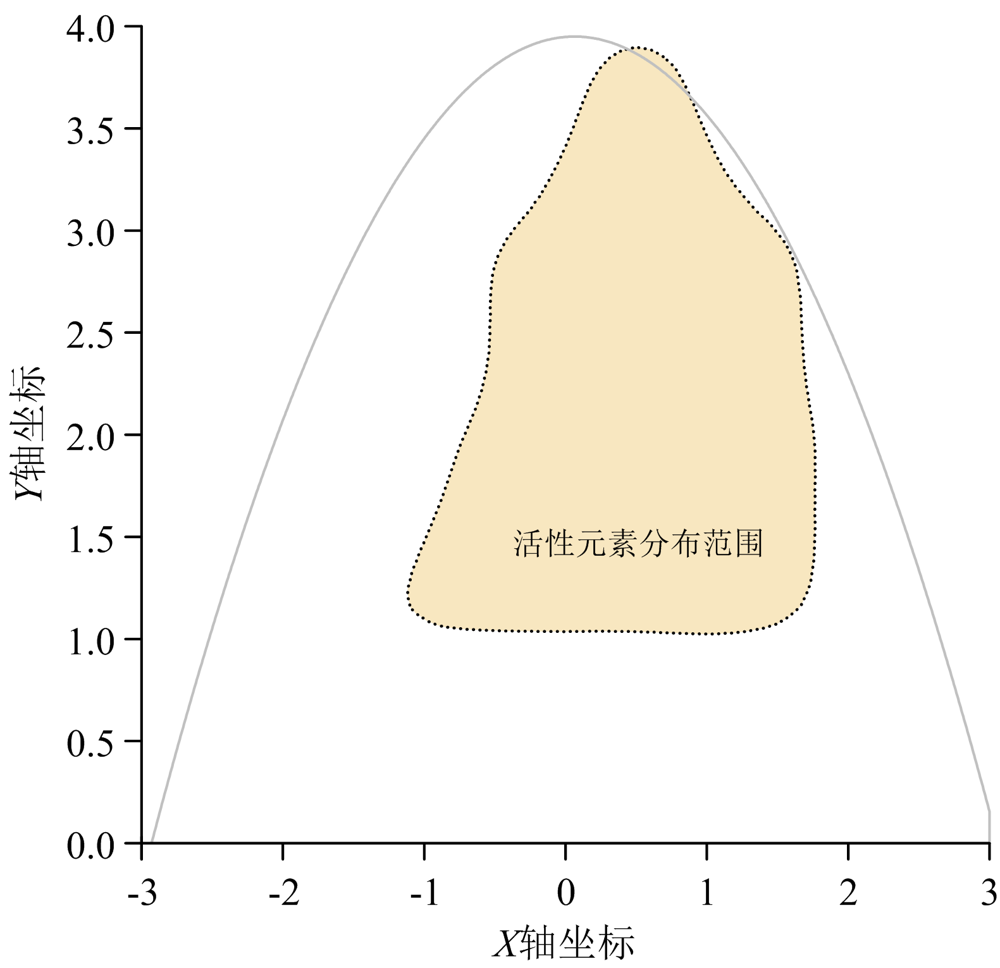
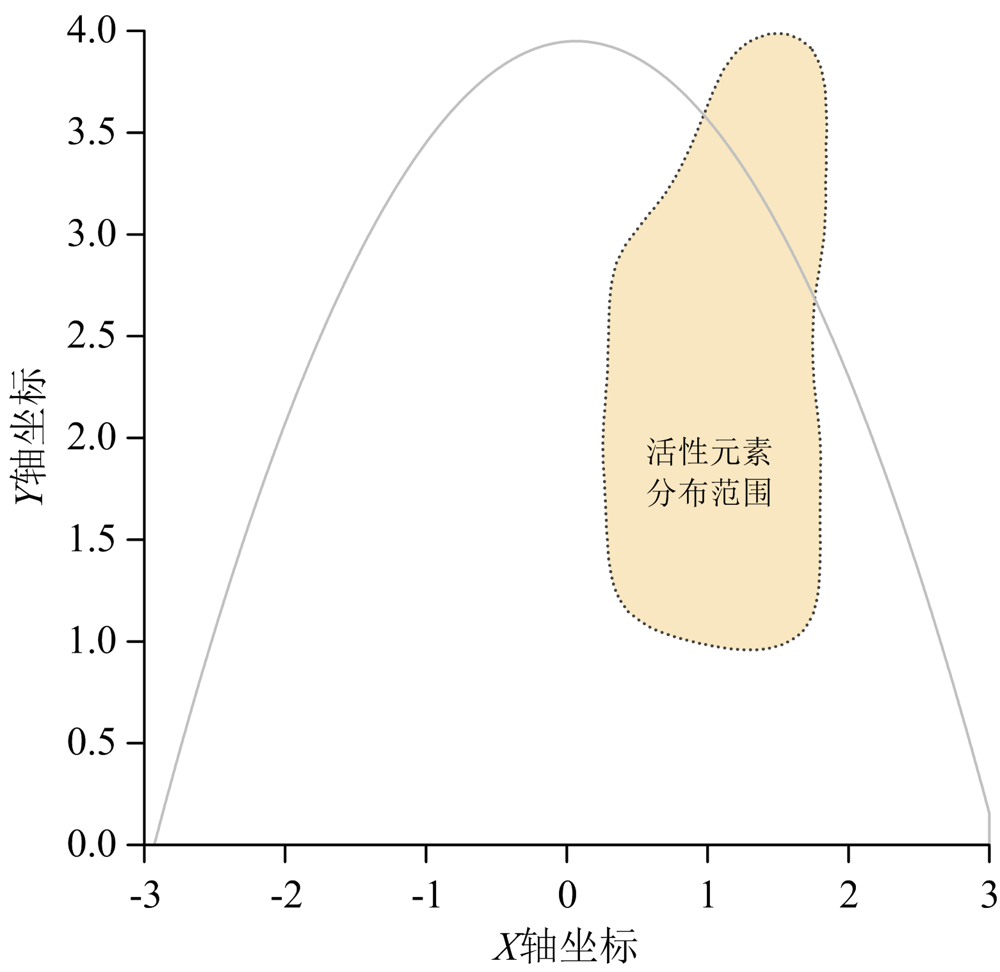
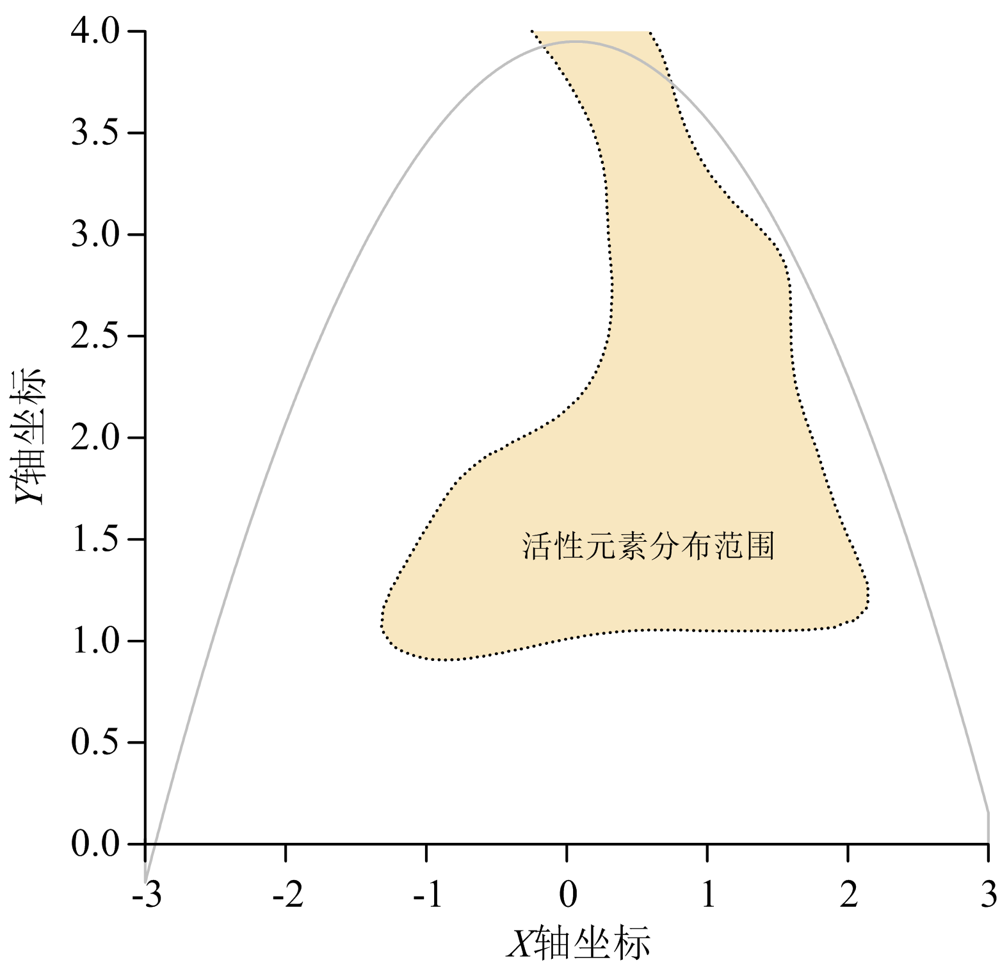
通过追踪标定药芯中活性元素Mg和Al的光谱特征谱线, 分别得到图13— 图18的活性元素分布示意图。
 | 图13 直流正接下的活性元素分布(第一组)Fig.13 Active elements distribution under DCEN (Group 1) |
 | 图14 直流反接下的活性元素分布(第一组)Fig.14 Active elements distribution under DCEP (Group 1) |
 | 图15 直流正接下的活性元素分布(第二组)Fig.15 Active elements distribution under DCEN (Group 2) |
 | 图16 直流反接下的活性元素分布(第二组)Fig.16 Active elements distribution under DCEP (Group 2) |
 | 图17 直流正接下的活性元素分布(第三组)Fig.17 Active elements distribution under DCEN (Group 3) |
 | 图18 直流反接下的活性元素分布(第三组)Fig.18 Active elements distribution under DCEP (Group 3) |
其中, 在第一组实验中, 得到了不同极性下的活性元素分布示意图。 图13是直流正接条件下活性元素的分布特征, 图14是直流反接条件下活性元素的分布特征。 其中, 直流正接下, 活性元素的分布形状为“ 水滴状” 分布, 而在直流反接条件下, 分布区域类似于“ 手指状” 分布。 其中, 在接近熔池的区域中, 并未观察到显著活性元素的光谱谱线, 说明活性元素的分布主要集中在电弧的中心区域。
图15和图16分别是第二组参数下不同极性条件下的活性元素分布示意图。 图17和图18分别是第三组实验参数下不同极性条件下的活性元素分布图。 其中, 观察发现, 电流电压的增加, 直流正极条件和直流反接条件下的活性元素分布范围均在显著增大。 但是, 元素的分布特征并未改变。
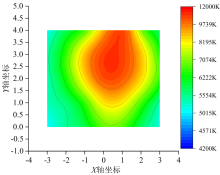
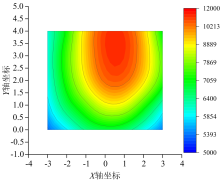
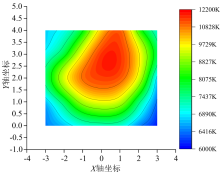
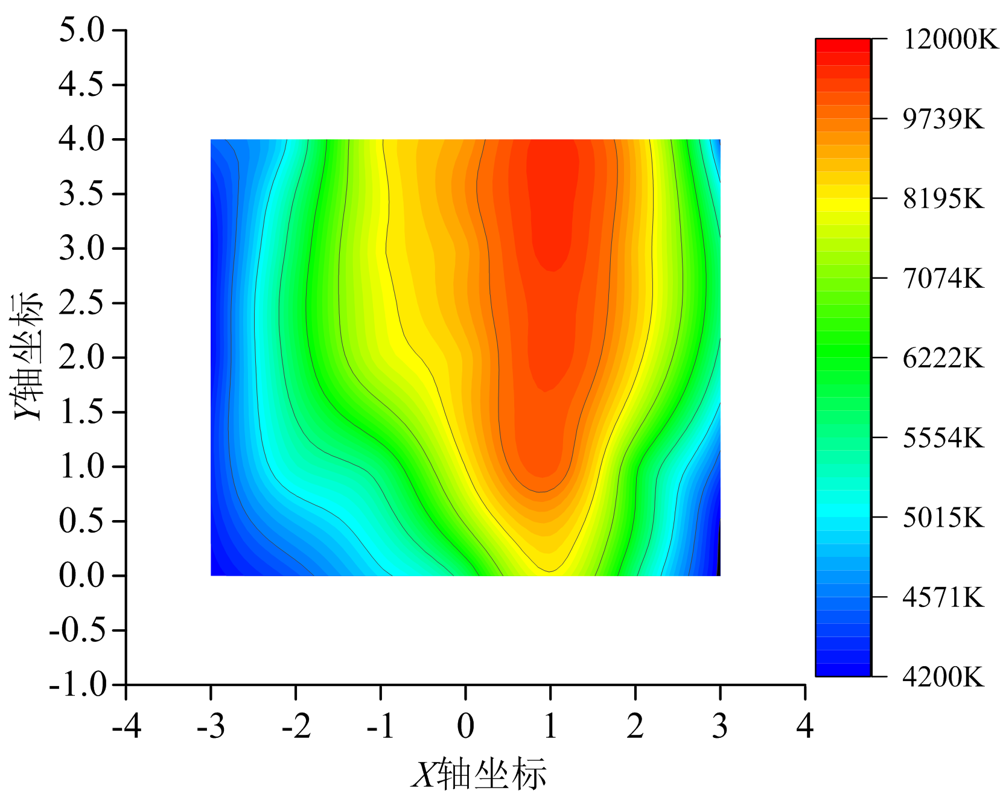
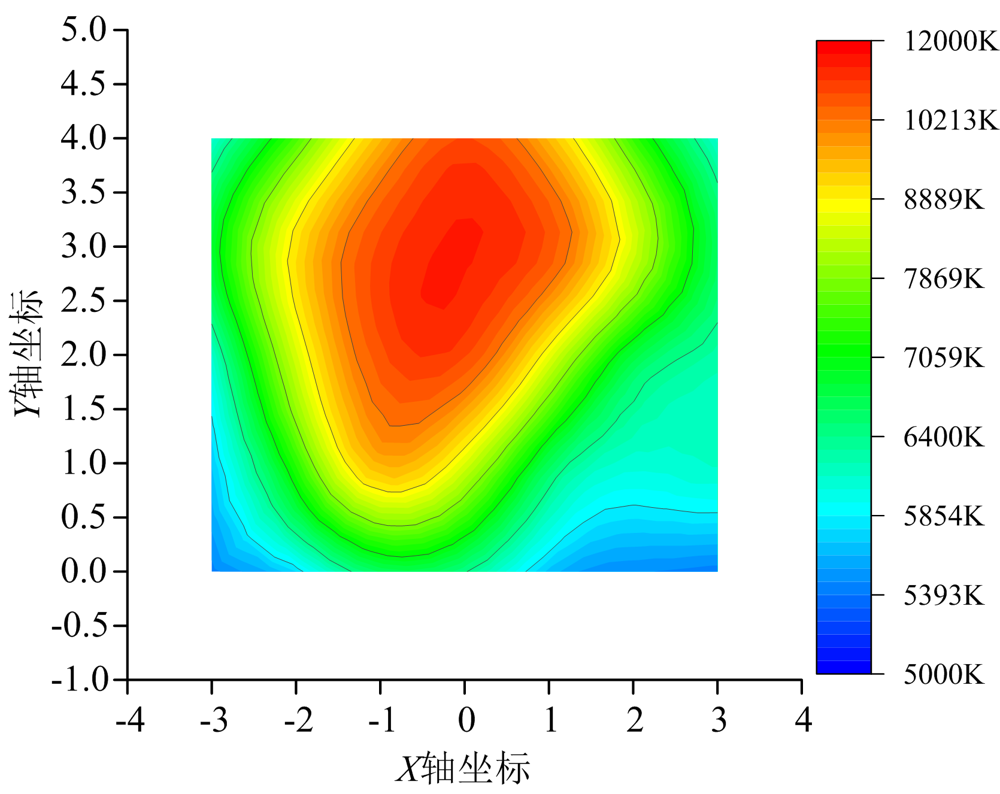
图19和图20分别是采用第一组参数得到的电弧温度场。
 | 图19 直流正接下的电弧温度场(第一组)Fig.19 Arc temperature field under DCEN (Group 1) |
 | 图20 直流反接下的电弧温度场(第一组)Fig.20 Arc temperature field under DCEP (Group 1) |
针对电弧中心处的温度场, 观察图19和图20可以发现, 电弧中心处的温度分布范围为9 739~12 000 K, 其中, 图19是直流正接下的电弧温度场, 分布特征表现为“ 水滴状” 。 图20是直流反接下的电弧温度场, 分布特征为“ 手指状” 分布。
图21和图22是第二组参数下的电弧温度场。 对比图19和图20发现, 大参数下电弧中心处的温度分布面积均明显增大, 温度梯度明显较小, 分布范围为10 213和12 000 K, 并且不同极性下的电弧分布特征基本没有改变。
 | 图21 直流正接下的电弧温度场(第二组)Fig.21 Arc temperature field under DCEN (Group 2) |
 | 图22 直流反接下的电弧温度场(第二组)Fig.22 Arc temperature field under DCEP (Group 2) |
图23是第三组参数下直流正接条件下的电弧温度场, 其中电弧中心处的温度梯度分布范围为10 828~12 200 K。 图24是三组参数下直流反接时的电弧温度场, 电弧中心处的温度梯度范围为10 749~12 120 K, 相比于直流正接下的温度梯度范围, 该条件下的温度场温度更高。 同时与前两组参数下的温度场分布相比, 该组参数下温度场的梯度范围最大, 温度最高。 并且, 该组参数下的温度场分布特征并未受明显影响。
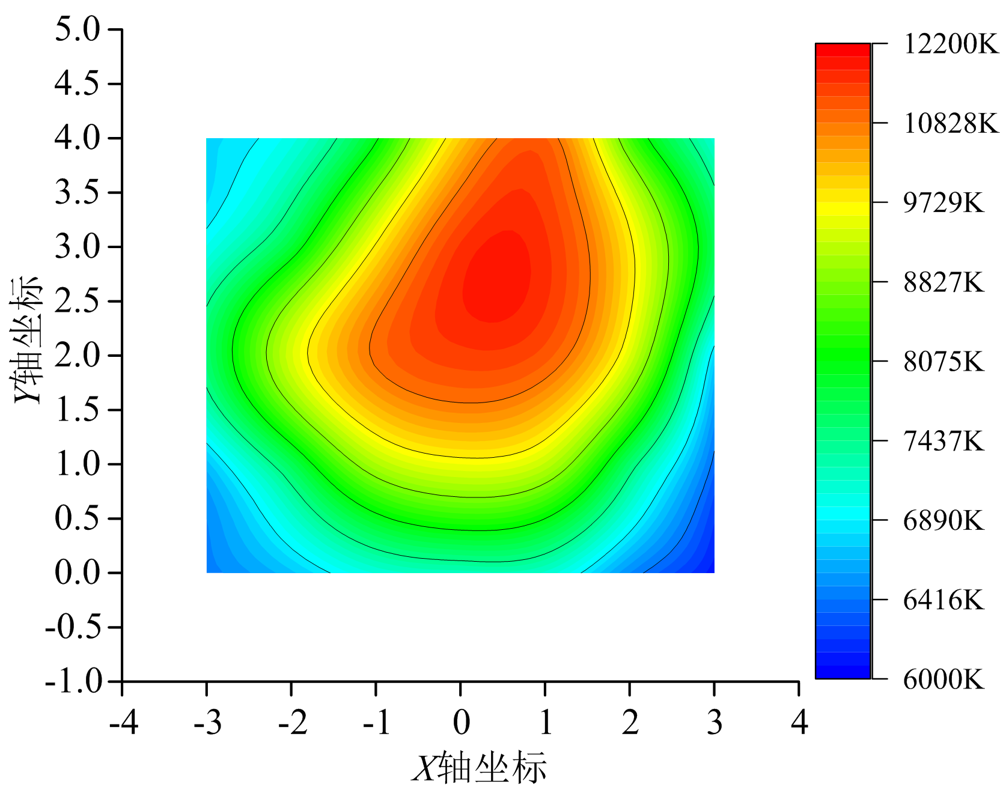 | 图23 直流正接下的电弧温度场(第三组)Fig.23 Arc temperature field under DCEN (Group 3) |
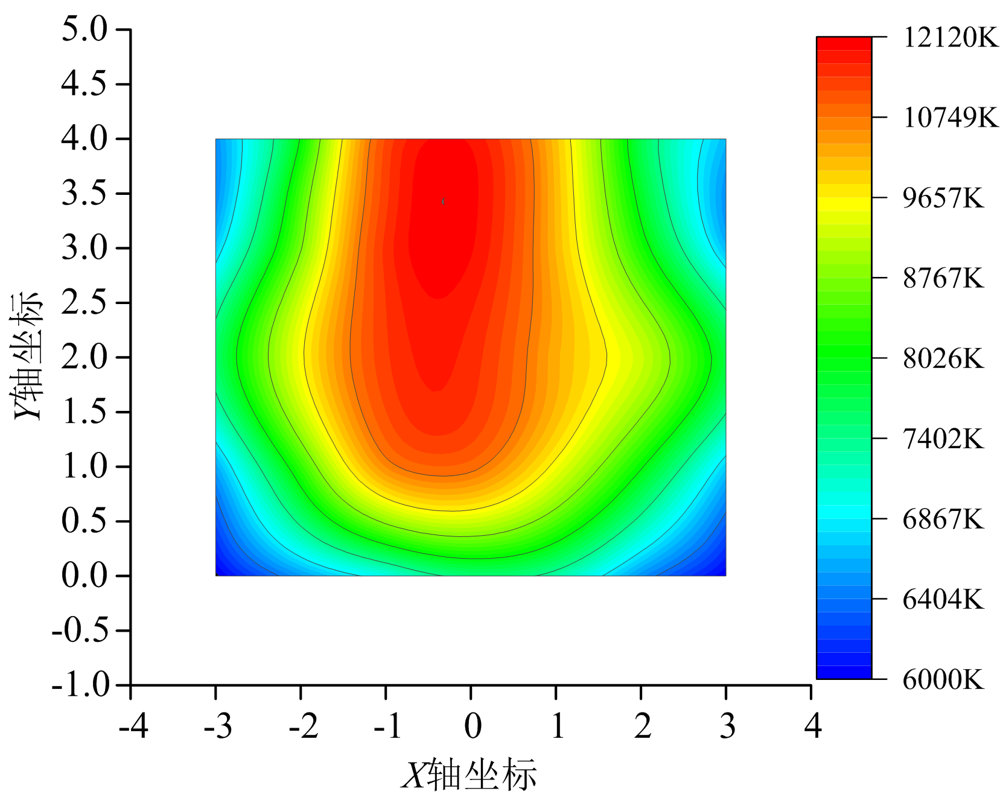 | 图24 直流反接下的电弧温度场(第三组)Fig.24 Arc temperature field under DCEP (Group 3) |
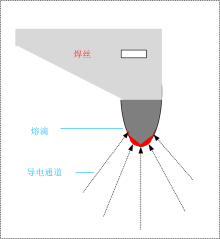
观察图7— 图12可知, 直流正接条件下, 靠近电极处, 沿y轴负方向, 电子密度主要表现为“ 水滴状” 分布。 结合前期研究[12], 可以发现, 电弧弧根极易上爬包裹熔滴, 熔滴过渡的模式主要表现为射滴过渡模式; 同时, 在直流正接的情况下, 焊丝接负, 主要发射电子。 由于药芯焊丝中存在活性Al、 Mg等活性元素, 极易与O结合, 在熔滴底部形成氧化物质, 该氧化物质在高温下极易电离, 发射电子, 形成阴极斑点, 该斑点将成为熔滴底部导电的主要区域。 观察电弧弧根和熔融渣柱的位置变化。 其中, 熔滴底部的阴极斑点总会随着熔滴底部生成氧化物的位置而发生变化, 并且熔滴形成的位置总是偏向焊丝一侧。 因此, 推测熔滴底部的导电通道方向沿径向为分散分布, 并且根据电弧物理中最小电压原理, 导致熔滴底部接近电极处的导电通道沿径向分散分布, 如图25所示。 导致电子密度场整体的分布特征表现为“ 水滴状” 分布。
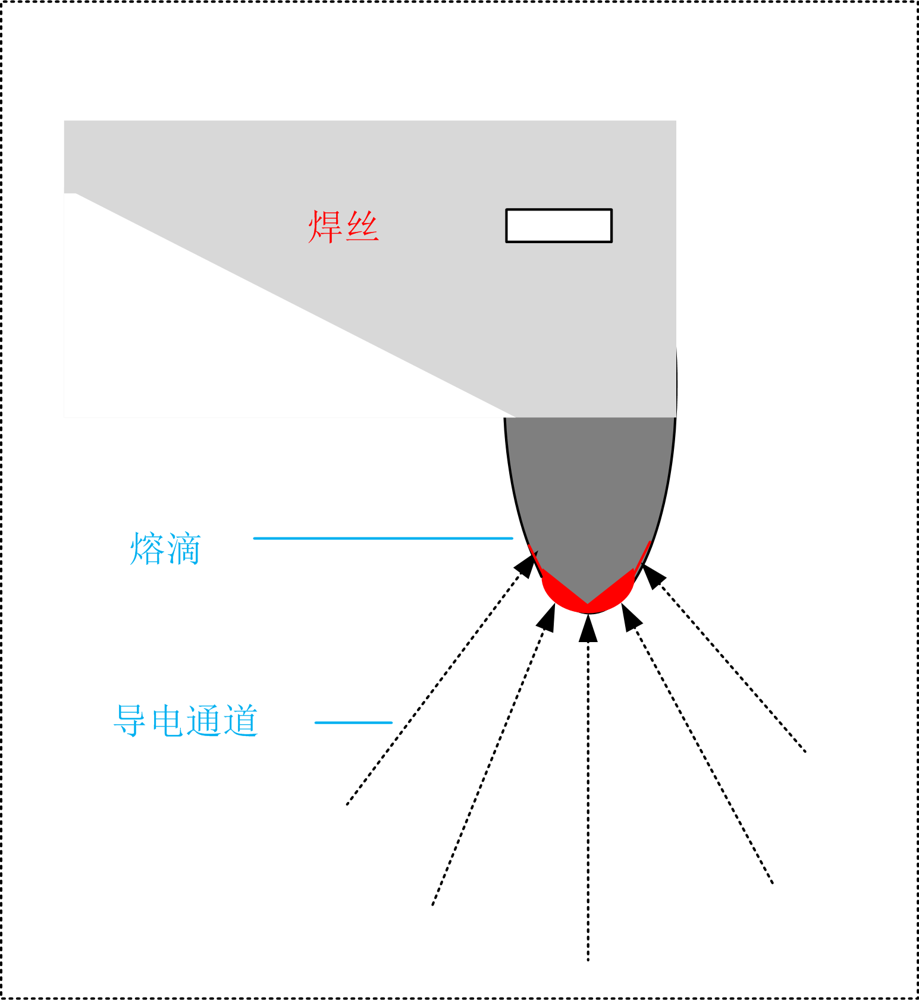 | 图25 直流正接时熔滴底部导电通道分布示意图Fig.25 Conductive channel distribution at the bottom of droplet in DCEN |
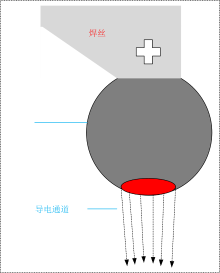
直流反接时, 电子密度沿y轴负方向表现为“ 手指状” 分布。 观察相关实验结果[12], 电弧弧根位置始终在未熔滴的底部。 由于焊丝接电源正极, 该熔滴底部主要是接受电子, 形成高温区。 同时, 碳酸盐在高温下的分解反应为吸热过程, 使电弧受冷收缩, 导致熔滴底部电弧弧根处的收缩更为明显, 该处表现为阳极斑点, 成为熔滴底部主要的导电通道, 因此推测该导电通道在熔滴底部均匀分布, 如图26所示。 据电压最小原理, 使接近电极处的电子密度场分布特征表现为沿y轴负方向逐渐收缩, 表现为“ 手指状” 。
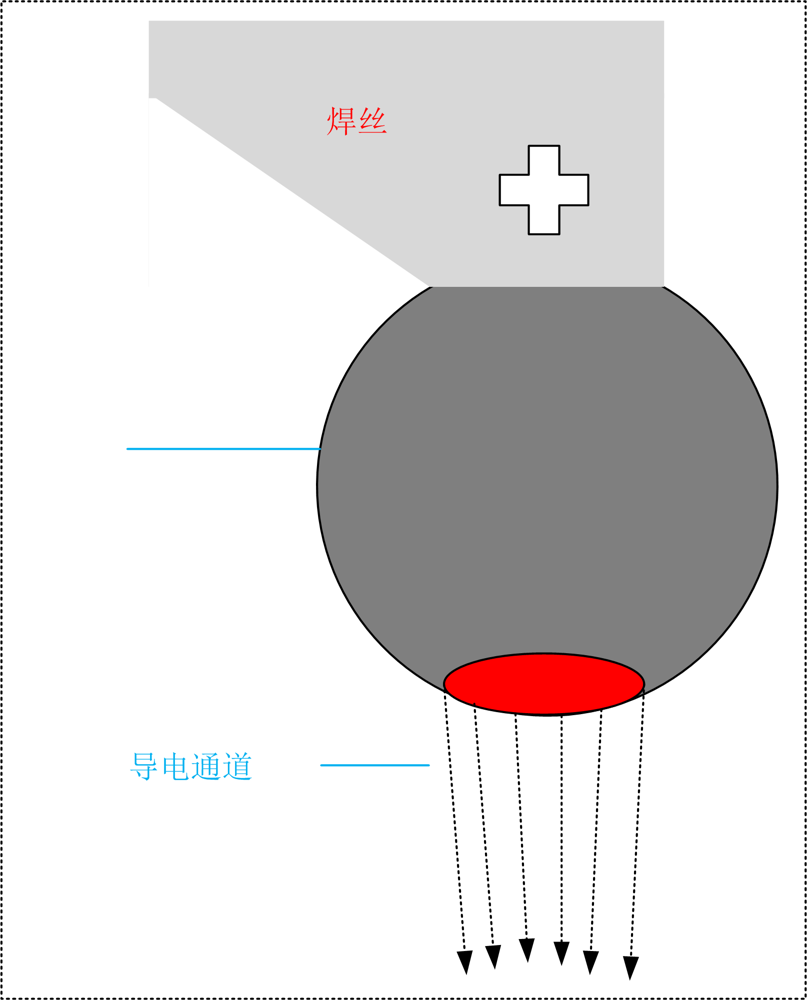 | 图26 直流反接时熔滴底部导电通道分布示意图Fig.26 Conductive channel distribution at the bottom of droplet in DCEP |
活性元素在弧柱中心区以带电粒子的形式存在, 因此活性元素的分布主要受弧柱中心区导电通道分布的影响。 针对弧柱中心区, 根据电压最小原理, 弧柱中心区的导电通道分布由熔滴底部的导电通道模型决定[13]。 在直流正接时, 弧柱中心区的导电通道发散分布, 形成的磁场作用于电弧中心区的带电粒子, 使带电粒子主要受到方向向下的等离子流力和电磁力的分力Fe2, 带电粒子受到较强向下的合力, 如图27所示。 同时, 根据物理学定理, 平行同向的两根导线会受到“ 自磁收缩” 作用, 然而当上下截面的电流密度梯度较陡时, 径向收缩效果不太明显, 因此活性元素整体沿y轴负方向逐渐扩散分布。
 | 图27 直流正接时带电粒子在电弧中心区的受力示意图Fig.27 Force diagram of charged particles in the central area of arc under DCEN |
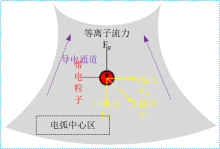
在直流反接条件下, 如图28所示, 带电粒子在磁场中主要受到向下的等离子流力和向上的电磁力分力, 同时该区域电子密度在上下截面的梯度并不大, 导致带电粒子的在径向受到较大的电磁收缩力Fe2, 导致活性元素的分布表现为逐渐收缩分布。
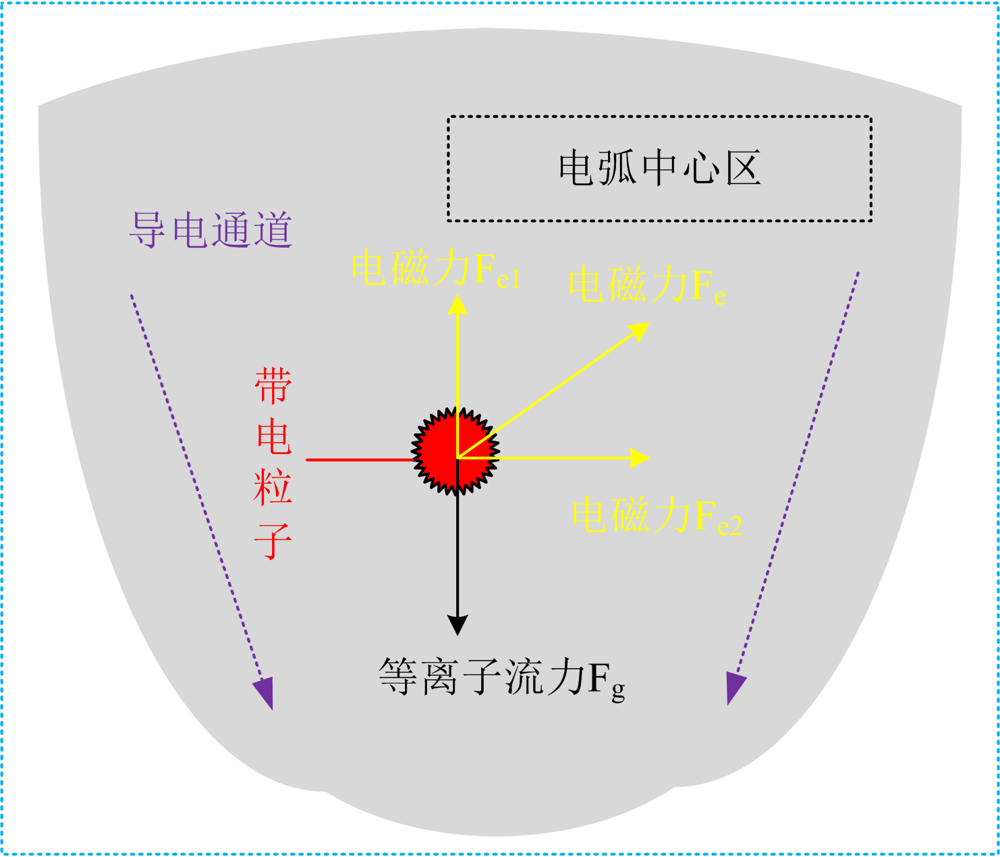 | 图28 直流反接时带电粒子在电弧中心区的受力示意图Fig.28 Force diagram of charged particles in the central area of arc under DCEN |
弧柱中心区电子密度和温度的测量结果发现, 温度场的分布特征基本接近于电子密度场的分布, 主要因为电子密度场处的电子密度最大, 由于粒子主要是在电场作用下进行碰撞电离, 所以导致碰撞产生的热量也最大, 该处的温度场也最大, 温度场的分布也符合电子密度分布的特征。 其中直流反接时, 弧柱中心区温度场和电子密度场均高于直流正接下的中心区温度场和电子密度场。 分析认为在弧柱中心区, 直流反接时, 电弧收缩较为明显, 中心区的电弧面积较小。 同时, 活性元素的分布面积也相对较小, 说明其电离程度较低, 散热较少。 导致在相同电流下, 弧柱中心区的电流密度相对较大, 电弧温度相对较高。
(1) 直流正接条件下, 靠近电极处, 沿y轴负方向, 弧柱中心区的电子密度珠呈现“ 水滴状” 。 在直流反接条件下, 电子密度的分布呈现为“ 手指状” 分布。 其中, 熔滴底部的导电通道模型决定了电子密度的分布特征。
(2) 在相同的电参数下, 直流反接条件下弧柱中心区的电子密度和电弧温度均高于直流正接下的电子密度和电弧温度。
(3) 在相同的电极极性下, 随着电流、 电压参数的增加, 弧柱中心区的电弧温度和电子密度均在显著增大。
(4) 在直流正接条件下, 由于弧柱中心区上下截面的电流密度梯度较大, 导致活性元素在径向方向受到较小的电磁作用分力。 在直流反接条件下, 弧柱中心区上下截面的电流密度梯度相对较小, 使活性元素在径向方向受到的电磁作用分力较大。
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|