




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
基于电弧光谱诊断的水下湿法焊接电弧等离子体组分计算
[李志刚 , 徐翔, 李洋, 黄卫]
, 徐翔, 李洋, 黄卫]
, 徐翔, 李洋, 黄卫]
|
|


作者简介: 李志刚, 1971年生, 华东交通大学机电与车辆工程学院副教授 e-mail: gordon7456@163.com
水下湿法焊接技术近年来得到了越来越广泛的应用, 提高水下湿法焊接的焊接质量是很多研究的重点。 水下湿法焊接电弧等离子体组分直接影响焊接稳定性和焊接质量, 但对水下湿法焊接电弧等离子体组分的相关研究一直很少, 更缺乏从光谱层面对水下湿法焊接电弧等离子体组分进行诊断研究。 首先通过对水下湿法焊接的过程进行研究, 搭建了水下湿法焊接实验平台, 通过电弧光谱诊断系统, 对得到的电弧光谱进行诊断分析, 确定了计算电弧等离子体组分所考虑的主要元素。 在光谱诊断结果的基础上, 进一步对水下湿法焊接电弧气泡成分的解离和电离过程进行分析, 确定了计算水下湿法焊接电弧等离子体组分所需考虑的18种粒子, 在计算得出配分函数的基础上, 通过牛顿迭代法求解由Saha方程、 电荷准中性和方程原子守恒方程组成的方程组, 得出了各个粒子的数密度, 绘制了各个粒子的数密度随温度变化的曲线。 计算结果表明, 在不同温度区间, 水下湿法焊接电弧等离子体中发生的反应不同, 生成的主要粒子不同, 在温度较低时, 水下湿法焊接电弧等离子体主要是由没有电离的分子、 原子及电离能较低的低价态离子组成, 随着温度的升高, 解离反应和电离反应持续进行, 高价态的离子不断被电离出来; 不同粒子随温度变化的趋势也不同, 有的粒子数密度随温度持续升高, 有的不断降低; 计算的结果显示各粒子在不同温度区间变化的趋势与光谱诊断结果相符合, 验证了计算结果的正确性。 等离子体组分的确定为从机理层面对水下湿法的电弧进行研究奠定了基础, 也为进一步对水下湿法焊接电弧热力学属性及辐射属性等参数的研究提供了理论依据。
Underwater wet welding technology has been widely used in recent years. Improving the quality of underwater wet welding is the focus of many pieces of researches. The components of arc plasma of underwater wet welding directly affect welding stability and welding quality, but there has been little research on the composition of underwater wet welding arc plasma, there is a lack of diagnostic research on the composition of arc plasma from underwater wet welding by spectral spectroscopy. Through the research on the underwater wet welding process, the underwater wet welding experiment platform was built, through the arc spectroscopy diagnostic system, the obtained arc spectrum was diagnosed and analyzed, and the main elements considered in calculating the arc plasma composition were determined. Based on the spectral diagnosis results, the dissociation and ionization process of the arc bubble component in underwater wet welding were further analyzed, and 18 kinds of particles considered for the calculation of the underwater wet welding arc plasma component were determined. Based on the calculation of the partition function, the Newton iterative method is used to solve the equations consisting of the Saha equation, the charge quasi-neutral and the equation atom conservation equation, the number density of each particle is obtained, and the curve of the number density of each particle as a function of temperature is plotted. The calculation results show that the reaction occurs in the underwater wet welding arc plasma in different temperature ranges, and the main particles are different. At low temperatures, underwater wet welding arc plasma is mainly composed of unionized molecules, atoms and low-value ions with low ionization energy, as the temperature increases, the dissociation reaction and ionization reaction continue, and the ions of high valence state are continuously ionized. The tendency of different particles to change with temperature is also different. The calculated results show that the trend of each particle changing in different temperature ranges is consistent with the spectral diagnosis result. The determination of the plasma composition lays a foundation for the study of the arc of the underwater wet method from the mechanism layer, and provides a theoretical basis for further research on the thermodynamic properties and radiation properties of the underwater wet welding arc.
水下湿法焊接技术作为一种新兴的焊接技术近年来得到了越来越广泛的应用, 在水中铺设管道、 水下构件的修补和舰船的水下维修等都离不开水下焊接技术, 还可以应用于码头和其他水工建筑钢材等金属结构的安装和修理, 但受复杂操作环境的影响, 其焊接效果并不理想, 因此很多研究都致力于对水下湿法焊接效果进行改善[1, 2, 3, 4], 但缺乏对于水下焊接的电弧的机理研究。
电弧作为一种热等离子体, 其温度较高, 约为103~104量级。 在这种温度下, 等离子体体系中不仅存在单个分子间的弹性碰撞, 而且有大量的非弹性碰撞。 这些作用使分子处于激发态, 并引起分子解离和原子电离过程, 使化学均匀的气体转变为分子、 原子、 激发态分子、 激发态原子、 离子及电子等的气态混合物[5, 6]。 电弧等离子体组分决定电弧内部的物理化学过程, 直接影响焊接稳定性和焊接质量, 因此对水下湿法焊接电弧等离子体组分进行分析计算是很有必要的。
水下湿法焊接直接将焊件置于水环境中, 电弧的燃烧仅靠外界的气体或焊材燃烧产生的气体进行保护, 在焊接过程中, 电弧是在气泡中燃烧的。 电弧气泡的主要成分是水在电弧高温下的分解形成的, 这一过程会产生大量的H2和O2, 而产生的O2会马上与焊丝材料以及焊接金属中的某些元素反应而产生大量的CO和CO2等气体, 根据研究人员的观察与测试, 在水下湿法焊接生成的气泡中, 主要成分为H2, CO, CO2以及金属蒸汽等, 其具体所占据的比例根据焊丝的成分有所不同[7]。
表1是波罗的海进行的湿法水下焊接试验得到的气泡组成成分结果[8]。
| 表1 波罗的海湿法水下焊接试验气泡组成 Table 1 Bubble composition of the Baltic Sea wet underwater test |
为了得到水下湿法电弧成分信息, 搭建水下湿法焊接电弧光谱获取实验平台。 图1中的压力罐通过改变压力来模拟不同的水深条件。 本实验中, 焊接压力设为0.1 MPa, 焊接母材为Q235钢, 尺寸为300 mm× 60 mm× 8 mm, 药芯焊丝选用CH81TNi2, 焊接电压40 V, 焊接电流为270 A, 送丝速度为200 mm· min-1, 焊接速度为6 mm· s-1。
 | 图1 水下湿法焊接压力罐Fig.1 Underwater wet welding pressure tank |
实验采用荷兰Avantes公司制造的四通道光纤数字光谱仪测量光谱信号, 四个通道的光谱范围和分辨率如下: 通道1(200~370 nm, 0.12~0.15 nm), 通道2(369~515 nm, 0.1~0.13 nm), 通道3(514~638 nm, 0.09~0.11 nm), 通道4(636~840 nm, 0.15~0.2 nm)。 水箱设计主体为无色透明钢化玻璃, 中间采集部分是石英玻璃, 具有良好的光导性, 以减少焊弧辐射的耗散和衰减造成实验数据的不准确。
图2为水下湿法焊接电弧光谱诊断系统。 在焊接过程中, 焊炬保持静止, 水箱和工件沿垂直于药芯焊丝的方向以设定速度匀速移动, 因此, 使用三脚架固定之后的光纤探头和焊接电弧之间的距离保持恒定。 使用AvaSoft8.0光谱仪驱动软件控制光谱仪以收集和保存光谱数据。
 | 图2 水下湿法焊接电弧光谱诊断系统Fig.2 Underwater wet welding arc spectroscopy diagnostic system |
为了增强实验结果的可靠性, 在相同的参数条件下, 实验一共采集五组光谱图像, 五组光谱图像虽然不同谱线的强度有所差异, 但谱线变化趋势相同。 图3为不同波长段的电弧光谱图。
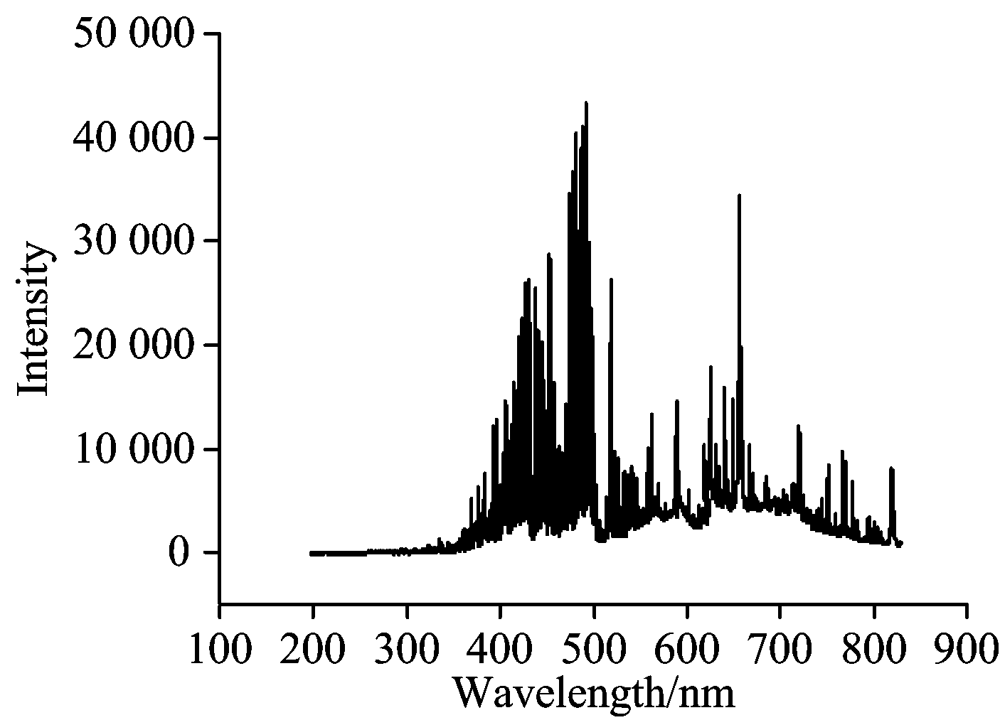 | 图3 电弧光谱图Fig.3 Arc spectrum |
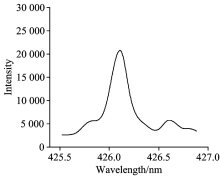
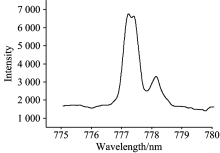
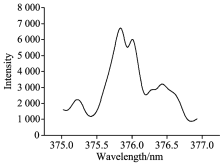
结合NIST原子光谱数据库[9]以及特征谱线的相关数据, 对电弧光谱进行诊断, 根据对反应过程的分析, 气泡中主要成分为H2, CO, CO2及金属蒸汽, 那么水下湿法焊接电弧等离子应包含C, O, H元素及金属元素的谱线, 对金属元素考虑较活泼的金属Fe, 根据谱线的识别结果, 谱线中包含以上四种元素, 且Fe元素识别到多条特征谱线, 图4— 图7分别是该四种元素的特征谱线识别图。
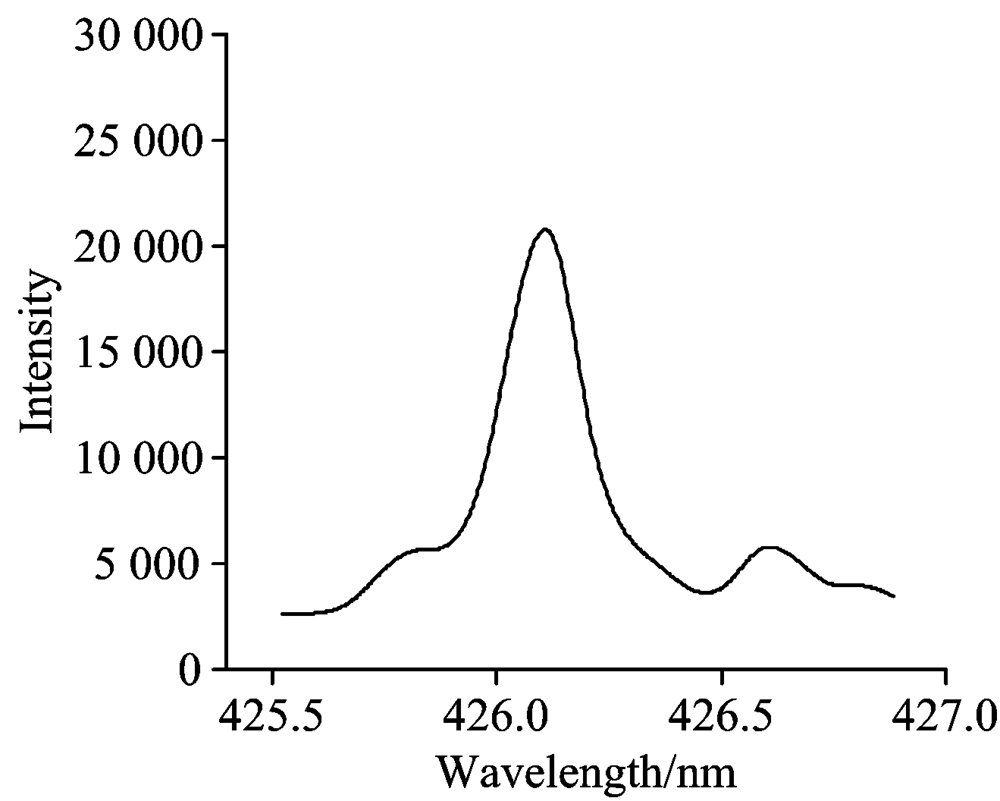 | 图4 C元素特征谱线Fig.4 C characteristic line |
 | 图5 O元素特征谱线Fig.5 O characteristic line |
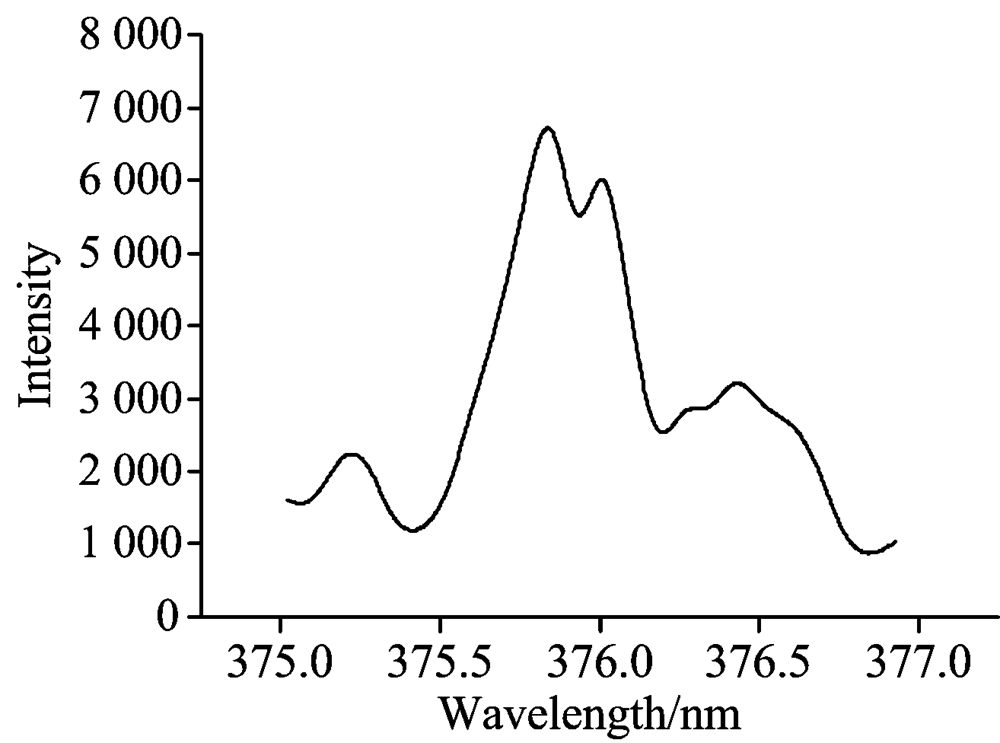 | 图6 Fe元素特征谱线Fig.6 Fe characteristic line |
 | 图7 H元素特征谱线Fig.7 H characteristic line |
进一步对谱线进行诊断, 对元素的离子态进行标定, 发现符合C, H, Fe和O元素的一价离子态的特征谱线均可以在光谱图中识别得到, 其中, Fe元素可以识别得到符合二价离子态的特征谱线, CO分子也在光谱图中识别得到, 对于更高价态的元素离子态, 其电离能较大, 激发电离程度受电弧温度影响, 仅靠光谱图进行识别并不准确, 因此, 需要进一步对其成分进行数密度计算, 来分析其变化趋势。 表2为各元素粒子的识别结果。
| 表2 元素识别结果 Table 2 Element recognition results |
光谱数据的诊断结果为计算水下湿法焊接电弧等离子体粒子的数密度提供了理论依据, 为了进一步计算可能出现的各种粒子(原子, 离子和分子)的数密度及其随温度变化的趋势, 下面结合光谱诊断结果进行进一步分析。
对水下湿法焊接电弧等离子体组分进行分析和求解是建立在以下物理模型的基础上:
(1) 在计算的温度范围内, 系统处于热力学平衡状态或局部热力学平衡状态;
(2) 电弧等离子体内部的解离和电离过程被看成平衡的化学反应过程, 遵循质量作用定律原理;
(3) 电弧等离子体可以看成多种粒子的气态混合物, 等离子体的压力分布服从状态方程;
(4) 热力学平衡或局部热力学平衡状态下 , 等离子体的化学平衡符合吉比斯自由能最小原则;
(5) 等离子体遵循电荷准中性条件, 宏观上是电中性的, 所有带电粒子所带电荷的代数和为0。
根据试验得到的气泡成分结果, 结合焊丝中含有的金属成分, 通过上面的分析在计算中考虑占据主要比重的H2, CO以及较为活泼的金属元素Fe。 综合水下湿法焊接反应过程, 结合光谱诊断结果和电离解离知识, 在计算中重点考虑C, O, H和Fe原子及其离子, 因此对气泡中的成分考虑以下反应过程:
分子解离反应:
H2+e(快)→ 2H+e(慢)
CO+e(快)→ C+O+e(慢)
分子电离反应:
H2+e(快)→
原子电离反应:
H+e(快)→ H++e(慢)+e(新) O+e(快)→ O++e(慢)+e(新)
Fe+e(快)→ Fe++e(慢)+e(新) C+e(快)→ C++e(慢)+e(新)
C++e(快)→ C2++e(慢)+e(新) O++e(快)→ O2++e(慢)+e(新)
Fe++e(快)→ Fe2++e(慢)+e(新)
Fe2++e(快)→ Fe3++e(慢)+e(新)
O2++e(快)→ O3++e(慢)+e(新)
C2++e(快)→ C3++e(慢)+e(新)
根据以上解离反应以及电离反应, 计算中考虑的水下湿法焊接电弧等离子体组分的粒子包括: CO, H2,
根据上面的分析过程, 为了简化计算, 在计算中可以考虑设置等离子体气泡中H2占比为45%, CO占比为50%, Fe占比为5%, 忽略掉其他成分, 则该三种成分在总成分中所占的摩尔比分比为0.45, 0.5, 0.05。 对于不同成分的焊丝, 此比例会有稍许变化, 可以根据试验得到的气泡具体成分设置不同的比例。
3.3.1 解离电离方程组
气体分子被加热时会发生解离, AB→ A+B-ED, AB, 由质量作用定律有解离方程
当自由电子在电场中被加速到足够快的时候, 通过与其他粒子的碰撞可以电离产生一个新的自由电子, A→ A++e+E1, A, 满足Saha电离平衡方程
其中: n表示各种粒子的数密度, ne表示电子密度, m表示各种粒子的质量, Z表示各种粒子的内部配分函数, E表示各种粒子的解离和电离能[10]。
将上述各反应对应的粒子分别代入解离方程和Saha电离平衡方程, 可以得到如下的平衡方程组
方程组(3)中共13个方程。
3.3.2 电荷准中性方程
电弧等离子体对外表现为电中性, 因此满足电荷准中性方程
3.3.3 压力分布状态方程
电弧等离子的粒子数总和符合气体状态方程
式(5)中, P为压力, k为玻尔兹曼常数, T为温度。
3.3.4 原子守恒方程组
在式(6)中, ni是各粒子的数密度, N是粒子的种类, Ci中的C是Counts的缩写, CiH, CiFe, CiO和CiC是粒子中含有的H, Fe, O及C原子的个数, 例如对CO粒子, CCO C=1, O=1, y表示各个成分的摩尔比例。
在求解方程中, 计算配分函数是必不可少的一个环节。 配分函数是热力学和统计物理中的一个重要概念, 其将微观物理状态和宏观物理量联系起来, 它的正确性直接关系着等离子体组分的求解精度, 求解原子及其离子和分子及其离子的配分函数的计算方法有所不同。
其中, U=
式(7)和式(8)分别为原子和分子的配分函数计算公式, 式中gi是各个能级的简并度, ε i是相对应的各能级的能量, 其数据取自NIST的最新光谱数据库[9], θ 为对称因子, α e, Be, ω e, xe为光谱项参数, 每个光谱项参数对应的数据可以在Herzberg的分子光谱表查阅[11]。
将所有的水下湿法焊接电弧等离子体组分粒子代入上述方程组, 方程组中共有18个未知数, 在特定的温度和压力下, 可以采用牛顿迭代法对上述方程组进行联立求解。 对于求解非线性方程组, 牛顿迭代法初值的选择会关系着最终结果的输出, 因此可以采取分段赋值的方法, 计算中, 压强为0.1 MPa温度范围为1 000~20 000 K。
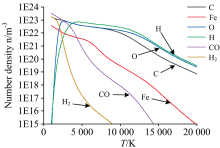
计算得出的结果如图8— 图12所示, 其中纵坐标采用对数坐标。
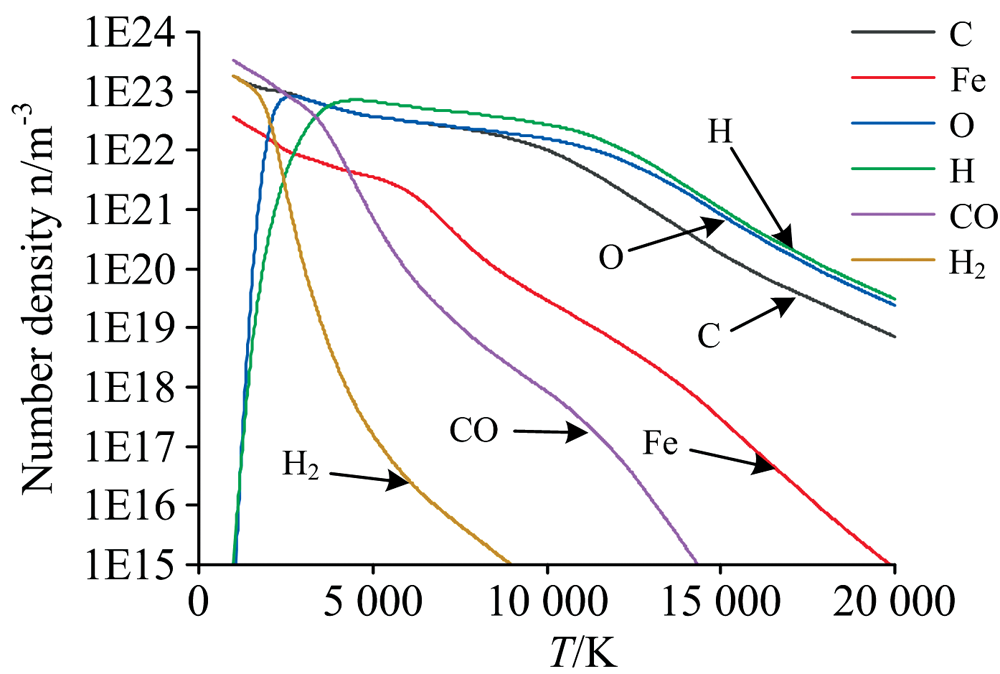 | 图8 C, H, O, H2, Fe, CO粒子数密度Fig.8 The number density of C, H, O, H2, Fe, CO |
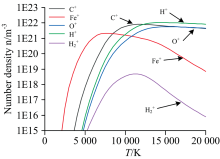
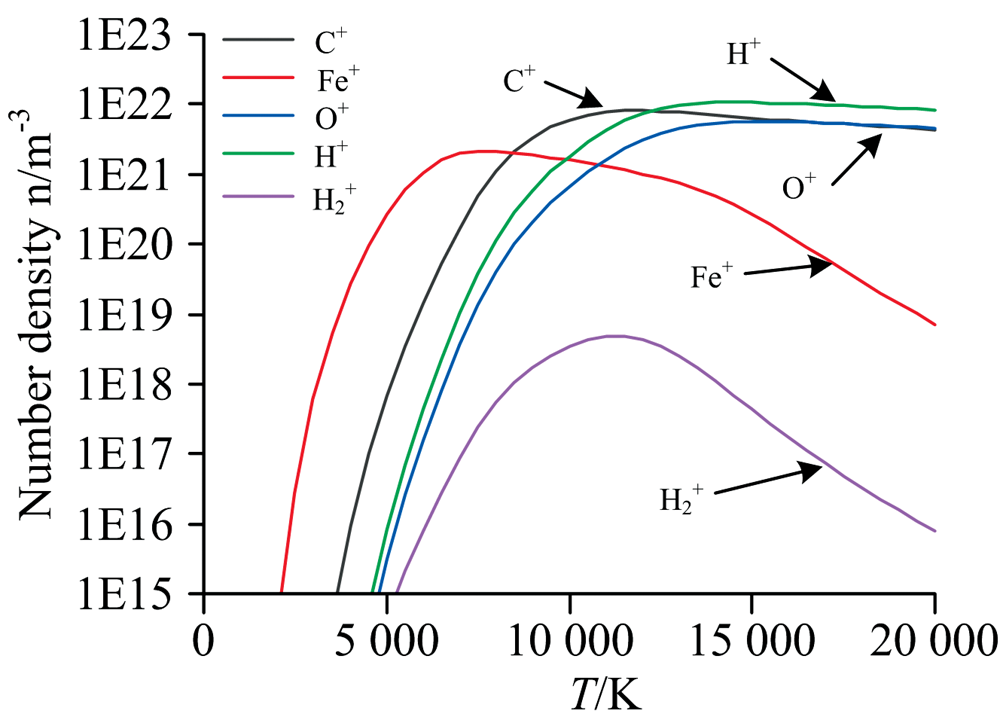 | 图9 C+, H+, O+, |
 | 图10 C2+, O2+, Fe2+, C3+, O3+, Fe3+粒子数密度Fig.10 The number density of C2+, O2+, Fe2+, C3+, O3+, Fe3+ |
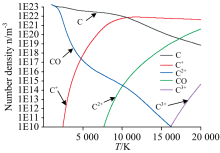
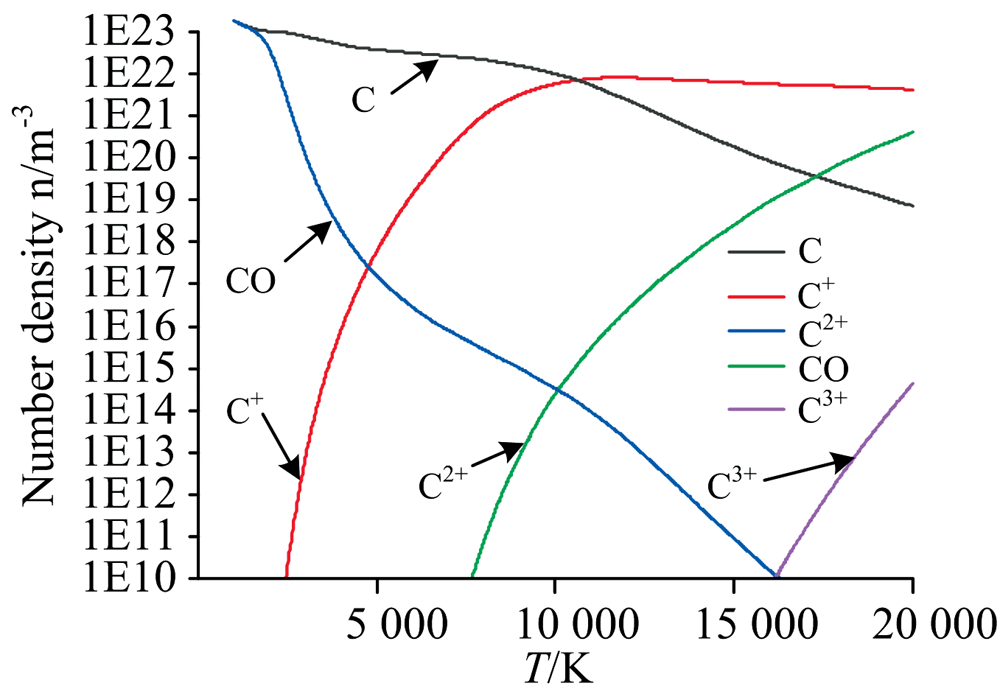 | 图11 C, C+, C2+, C3+, CO 粒子数密度Fig.11 The number density of C, C+, C2+, C3+, CO |
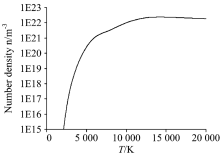
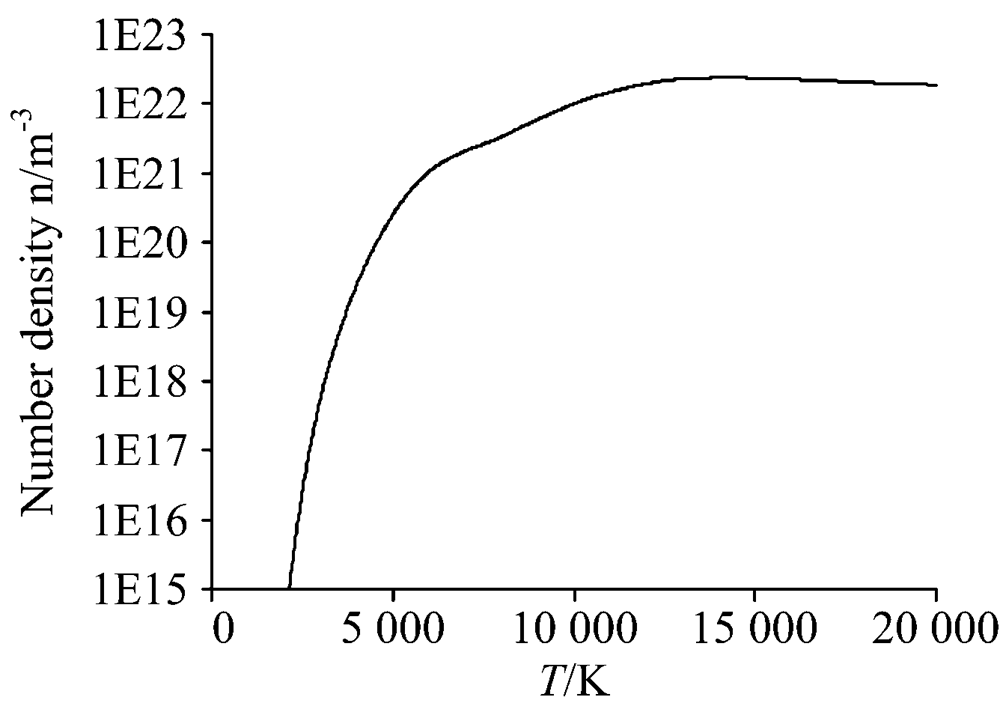 | 图12 电子数密度Fig.12 The number density of electrons |
结合图8, 图9和图11可以看出, 在温度较低时, 随着温度的增加, H2和CO分子发生解离反应生成H, O和C原子, H2和CO粒子的数密度都迅速下降, 解离生成的H和O原子粒子数密度则迅速增加, 在发生解离反应的同时, H2分子也发生电离反应: H2→
随着温度的升高, 电离反应生成的一价态的C+, H+, O+及Fe+数密度都呈现了先上升后下降的趋势, 图9是所有一价态的粒子数密度随温度变化的曲线图, 可以看出各个粒子数密度曲线最高峰值点出现对应的温度点不同, 这是因为随着温度的升高, 各个粒子分别达到了各自对应的电离能, 电离生成二价态的C2+, O2+及Fe2+离子, 造成一价态离子数密度下降, 而不同粒子电离能的不同, 所以各个二价态离子出现的温度点不同, 图10直观表示了各个二价态离子出现的温度, 在计算的温度范围内, 随着温度的进一步升高, 二价态的粒子数密度都不断升高。
在计算的温度范围内, 三价态的C3+, O3+及Fe3+粒子均在10 000 K以上才开始出现, 其中Fe3+因为其电离能最小的缘故, 约在10 000 K时最先开始出现, C3+和O3+的电离能相对于较大, 其出现的温度更高, 分别约在16 000和18 000 K时大量出现, 且在计算的范围内数密度远远没有达到最高峰值点。
从各粒子数密度的量级上来看, 在不同的温度区间, 发生的主要反应不同, 占据主要成分的粒子不同。 在较低的温度范围内(5 000 K以下)占据主要比重的是C, H, O, H2, Fe, CO, 数量级都达到了1020以上, 当温度继续上升(5 000~10 000 K)时, 一价态的C+, Fe+, O+和H+开始占主要地位, 数量级都达到1021左右, 当温度达到10 000 K以上时, 虽然一价态的粒子开始出现下降趋势, 但在计算的温度范围内, 二价态的C2+, O2+和Fe2+数密度还远远没有达到最大值, 还处在上升的趋势中, 数量级在1015~1020之间, 还不占主要比重, 至于更高价态的C3+, O3+和Fe3+粒子数密度离峰值点更远, 数量级更小, 在1018以下。
有研究证明了水下湿法焊接焊条焊的电弧温度在7 000~8 000 K左右, 药芯焊丝焊的电弧温度约在4 000~5 000 K之间[12], 根据以上各粒子数密度图不同粒子出现的温度区间可以得出, 水下湿法焊接电弧等离子体中占主要比重的应该是没有电离的CO, H2分子, 解离出来的C, O, Fe, H原子以及一价态的C+, Fe+,
搭建了水下湿法焊接实验平台, 对0.1 MPa(水深10 m)下的电弧光谱信息进行采集和分析, 结合气泡成分诊断得出计算水下湿法焊接电弧等离子体数密度所考虑的主要元素。
结合光谱诊断结果, 对水下湿法焊接电弧等离子体的组分进行了分析, 考虑了CO, H2,
在水下湿法焊接电弧等离子体的组分中, 单原子结构粒子占据主要地位, 多原子结构的粒子仅占很少一部分。 不同温度区间发生的反应不同, 占主要比重的粒子不同, 且各个粒子数密度随温度变化的趋势也不同, 这为从机理层面对水下湿法的电弧进行研究奠定了基础, 也为进一步对水下湿法焊接电弧热力学属性及辐射属性等参数的研究提供了理论依据。
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|