{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
水下湿法焊接引弧过程等离子体温度及电子数密度研究
[李志刚 , 徐翔, 李洋, 黄卫]
, 徐翔, 李洋, 黄卫]
, 徐翔, 李洋, 黄卫]
|
|


作者简介: 李志刚, 1971年生, 华东交通大学载运工具与装备教育部重点实验室副教授 e-mail: gordon7456@163.com
水下湿法焊接技术近年来得到了广泛应用, 但缺乏对其机理方面的研究, 利用光谱分析的方法对水下湿法焊接引弧过程的电弧等离子体温度和电子数密度进行了研究。 首先搭建了水下湿法焊接电弧光谱诊断平台, 对焊接过程中的电流电压及光谱信号进行了同步采集, 根据电流电压信号的数据对水下湿法焊接引弧过程进行了界定。 在此基础上, 通过光谱仪的延时功能分别采集了引弧5, 10, 15, 20及25 ms的光谱信号, 对采集的光谱信号进行分析, 标定了计算等离子体温度及电子数密度所需要的Fe元素谱线和H元素谱线, 为了保证计算结果的准确性和可靠性, 引弧不同时刻均选取了五组数据, 运用统计分析的方法对五组数据作平均化处理, 在标定的Fe元素谱线中选取了五条合适的谱线, 利用玻尔兹曼图示法分别计算了引弧不同时刻的水下湿法焊接电弧等离子体温度, 同时, 根据光谱仪检测到的氢元素的α谱线, 结合等离子体发射光谱的斯塔克谱线展宽理论, 计算了水下湿法焊接引弧不同时刻的电子数密度。 计算结果表明: 在引弧的不同时刻, 水下湿法焊接电弧等离子体温度变化呈现不同的特点, 在引弧5和20 ms温度值分别出现峰值, 到最后稳弧时刻温度值达到4 414 K; 电子数密度在引弧不同时刻也不同, 同样在引弧5和20 ms出现峰值, 在出现峰值点的时刻, 电流同样出现峰值。 电弧等离子体温度和电子数密度在引弧不同时刻的变化趋势, 验证了电弧的形成伴随着空间间隙被击穿的过程, 其计算结果可以为进一步从电弧物理的角度探寻水下湿法焊接引弧过程的物理本质, 引导并寻求更有效的引弧方法提供重要参考。
Underwater wet welding technology has been widely used in recent years, however, there is a lack of research on its mechanism. In this paper, the plasma temperature and electron density of the arc-inducing process of underwater wet welding are studied by means of spectral analysis. Firstly, the underwater wet welding arc spectrum diagnostic platform was built, and the current, voltage and spectral signals in the welding process were collected synchronously. The arc strike process is defined based on the analyzed current and voltage signal data. On this basis, the spectral signals of 5, 10, 15, 20 and 25 ms are collected by the time delay recording function of the spectrometer. The Fe element line and the H element line required to calculate the plasma temperature and ionization density are calibrated. In order to ensure the accuracy and reliability of the calculation results, five sets of data were selected at different times of the arcing, and the five sets of data were averaged. Five suitable spectral lines were selected in the calibrated Fe element line, and the underwater wet welding arc plasma temperature at different times of the arcing was calculated by Boltzmann diagram method. According to the Hα spectrum detected by the spectrometer, combined with the Stark line broadening theory of plasma emission spectroscopy, the electron number density at different moments of underwater wet welding arc is calculated. The calculation results show that the temperature changes of underwater wet welding arc plasma show different characteristics at different moments of arc ignition, In the arcing 5 and 20 ms respectively, the temperature values appear peak respectively, and the temperature value reaches 4 414 K at the last steady arc time. The electron number density also differs at different times of the arcing, and also peaks at 5 and 20 ms. The changing trend of arc plasma temperature and electron number density at different timings of arc ignition verified the formation of arc accompanied by the breakdown of space gap. The calculation results can further explore the physical nature of underwater wet welding arc-ignition process from the perspective of arc physics, and provide an important reference for guiding and seeking more effective arc-ignition methods.
水下湿法焊接技术近年来得到了越来越广泛的应用, 在水中铺设管道、 水下构件的修补、 舰船的水下维修等都离不开水下湿法焊接技术, 但水下湿法焊接工作环境复杂, 焊接效果往往很不理想, 很多研究都致力于从工艺方面进行改善从而提高水下湿法焊接质量[1, 2, 3], 对水下焊接的电弧机理的相关研究一直较少。
焊接引弧过程作为焊接电弧物理组成的一个重要部分, 是两电极之间气体放电从无到有的过程, 同时伴随着空间电荷的不断积累。 利用光谱分析的方法研究水下湿法焊接引弧过程, 对于水下湿法焊接电弧建立过程的宏观和微观机理认识的深化, 对引导并寻求更有效的引弧方法均具有重要的理论与实际应用意义: 一方面可以从电弧物理的角度探寻水下湿法焊接引弧过程的物理本质, 其中包括了引弧过程的电子密度、 等离子体温度等关于等离子体主要状态参数的变化过程, 通过观测引弧过程不同时刻原子激发、 电子累积等的参数值, 为认识水下湿法焊接过程的物理本质提供了定量的依据; 另一方面研究引弧过程对实际生产中提高水下湿法焊接引弧一次成功率及焊接过程的稳定性和可靠性具有重要意义[4, 5]。
根据量子理论, 当原子的电子从高能级轨道跃迁到低能级, 会辐射出一定波长的光子。 相反, 原子吸收激发能, 促使电子由低能级跃迁到高能级上, 并发射出光子[6]。 根据这一原理, 可以对电弧等离子体进行光谱分析, 等离子体辐射蕴含着焊接电弧状态信息, 利用测量到的辐射光谱信息(如谱线强度、 谱线宽度等), 通过计算、 转换可得到等离子体的一些参数, 如电子温度、 电子密度等来表征等离子体的性能。 等离子体的光谱诊断法包括发射光谱法、 吸收光谱法和激光诱导荧光法, 本实验中采用发射光谱法来计算水下湿法焊接引弧过程中等离子体温度和电子密度的变化。
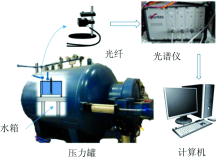
水下湿法焊接电弧光谱信息诊断平台如图1所示, 具体包括压力罐、 水箱、 光谱仪、 光纤和计算机。 其中水箱设计主体部分为无色透明钢化玻璃, 中间采集部分采用石英玻璃, 具有良好的光导性, 以减少焊弧辐射的耗散和衰减造成实验数据的不准确。 选用荷兰Avantes公司制造的四通道光纤数字光谱仪测量光谱信号, 其四个通道的光谱范围和分辨率如下: 通道1(200~370 nm, 0.12~0.15 nm), 通道2(369~515 nm, 0.1~0.13 nm), 通道3(514~638 nm, 0.09~0.11 nm), 通道4(636~840 nm, 0.15~0.2 nm)。
 | 图1 水下湿法焊接电弧光谱诊断平台Fig.1 Underwater wet welding arc spectroscopy diagnostic platform |
具体的工作原理为: 水箱放置在压力罐内部, 压力罐通过改变压力来模拟不同的水深条件, 在焊接过程中, 焊炬保持静止, 水箱和工件沿垂直于药芯焊丝的方向以设定速度匀速移动, 对光纤探头采用三脚架固定, 以保证其和焊接电弧之间距离的恒定。 焊接时, 光纤探头对电弧光谱进行采集, 通过光纤传输到光谱仪, 光谱仪和计算机之间用数据线连接, 将采集的光谱存入计算机, 实验中焊接母材为Q235钢, 尺寸为300 mm× 60 mm× 8 mm, 药芯焊丝选用CH81TNi2, 其他相应的焊接参数如表1所示。
| 表1 焊接参数表 Table 1 Welding parameters table |
为了对引弧过程进行研究, 首先需要对引弧阶段进行定义, 明确该过程的起始和终结, 因此实验中采用霍尔传感器记录电流电压信号, 对其进行分析, 确定引弧阶段。
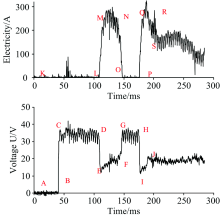
从图2电流波形中可以看出, 在KL段电流一直为0, 对应的电压图中CD段为空载电压, 约为40 V, 在EF段虽然电压、 电流均存在数值, 但电压远远低于设定电压, OP段电流为0, 在电压图IJ段, 电压逐渐上升直到J点之后趋于稳定, 电流图中对应的QR段电流逐渐下降直到S点之后趋于稳定, 因此J(S)点之后为稳弧阶段, 那么IJ(QR)段为水下湿法焊接的引弧阶段, 整个引弧阶段持续约20 ms。
 | 图2 电流电压曲线图Fig.2 Electricity and voltage curve diagram |
确定了引弧阶段, 利用光谱仪的外部触发功能, 设计了电压触发电路, 并设计成可延迟不同的触发时间, 在此基础上实验中分别采集了引弧5, 10, 15, 20和25 ms的光谱数据, 积分时间设置为1.05 ms, 电流电压数据也进行了同步采集, 为了避免单次测量带来的误差, 保证实验结果的准确性和可靠性, 实验中采集了多组数据, 从多组数据中进行对比分析, 选取较好的5组数据进行进一步分析计算。
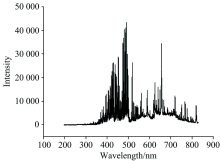
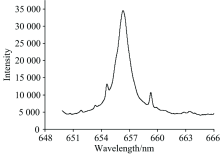
图3是引弧5 ms的电弧光谱图, 借助NIST美国原子光谱数据库以及特征谱线的相关数据[7], 对电弧光谱进行诊断, 图4是H(656 nm)元素的特征谱线。
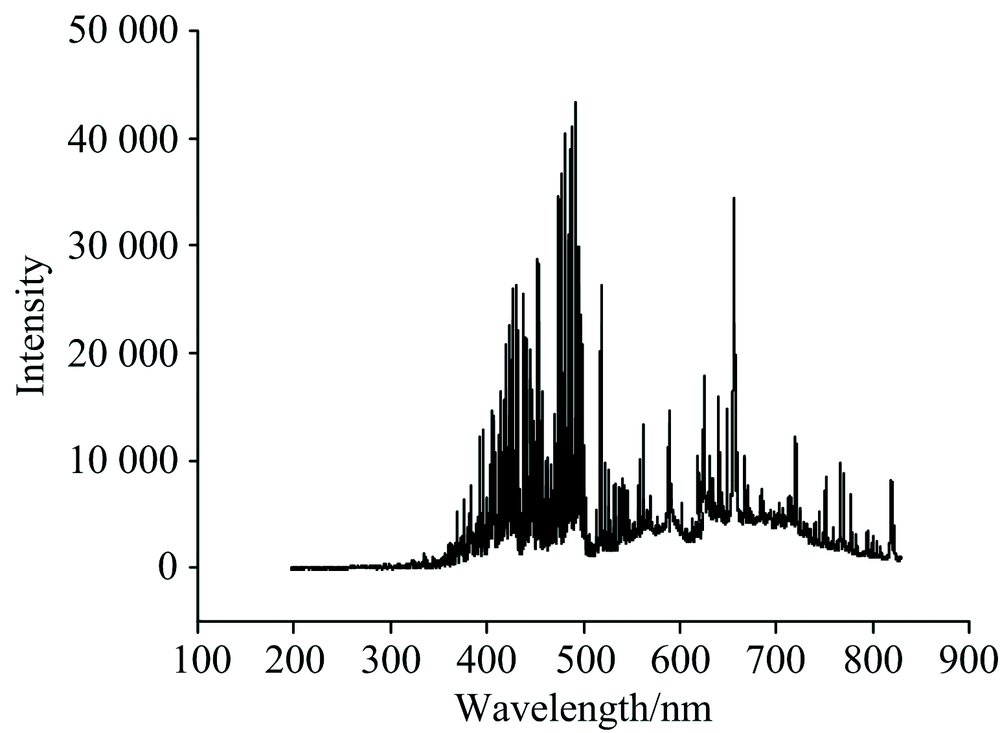 | 图3 电弧光谱图Fig.3 Arc spectrum |
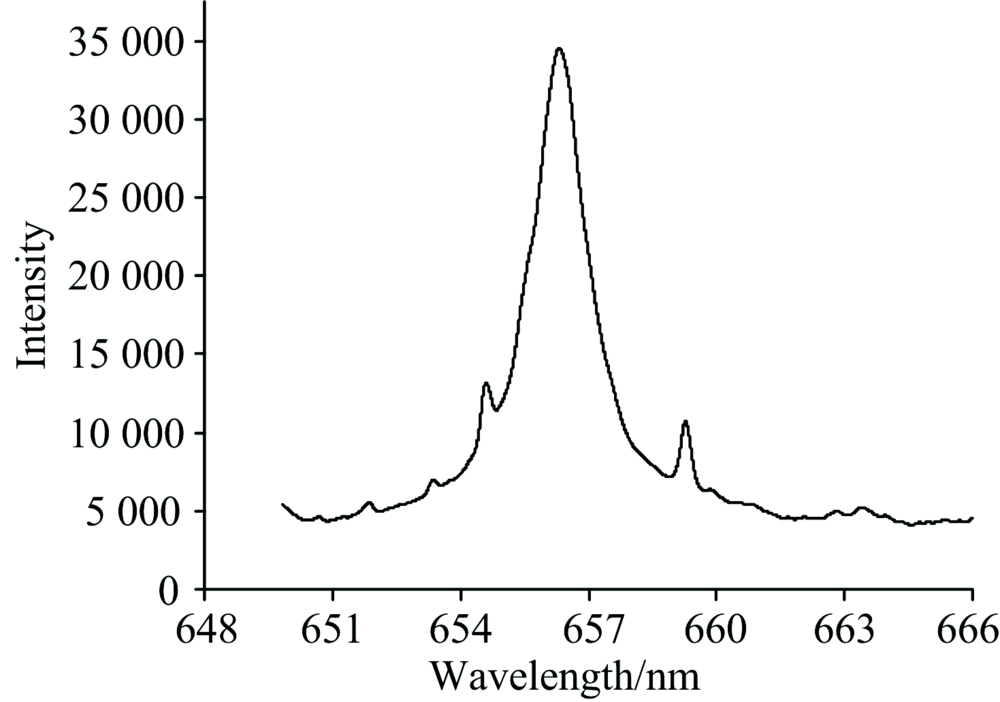 | 图4 H元素特征谱线Fig.4 H element characteristic line |
为了进一步对温度及电子密度进行计算, 主要对Fe和H元素进行标定。
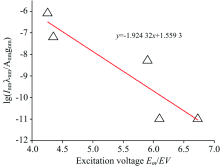
采用玻尔兹曼图示法计算引弧不同时刻的电弧温度, 玻尔兹曼图示法的优点有: 应用了多条谱线的信息, 因此计算温度时精确度比较高; 此外该方法对局域热平衡的要求不高, 还可以验证哪些点偏离局部热平衡状态[8, 9]。 等离子体中, 由高能级En向低能级Em跃迁的谱强度可以表示为
其中nn是处于上能级的粒子数, Anm是由上能级向下能级跃迁的跃迁概率, ν nm是跃迁频率, h是普朗克常数, gn为能级的统计权重, Z(T)为配分函数, 对式(1)两边取对数进行整理可得
其中: D为常数, 与谱线种类无关, λ 为波长, I为实验测得的对应波长的光谱强度, A和g可以直接查阅文献得到, 以ln(Iλ /Ag)为纵坐标, E为横坐标画出一条曲线, 即玻尔兹曼曲线, 然后用最小二乘法进行拟合, 拟合所得的直线斜率就是-5 040/T, 进一步计算就可得出电弧温度。
| 表2 谱线鉴定结果 Table 2 Line identification results |
应用玻尔兹曼图示法计算温度时, 为了减小误差, 选取的谱线A和g值应较准确, 谱线间上能级激发能之差Δ Ε 要尽量大些; 所选谱线的波长范围要尽可能小, 谱线强度差别不宜太大。 经过分析, 从所标定的谱线中选择了以下五条谱线用以计算电弧等离子体温度。
| 表3 计算选用的Fe元素谱线 Table 3 Calculating the selected Fe element lines |
运用统计分析的方法, 对所选取的五组谱线数据进行平均化处理, 将处理后的数据代入公式2中, 用MATLAB软件进行绘图并进行散点拟合, 得出直线斜率, 进而计算得出水下湿法焊接电弧等离子体引弧温度。
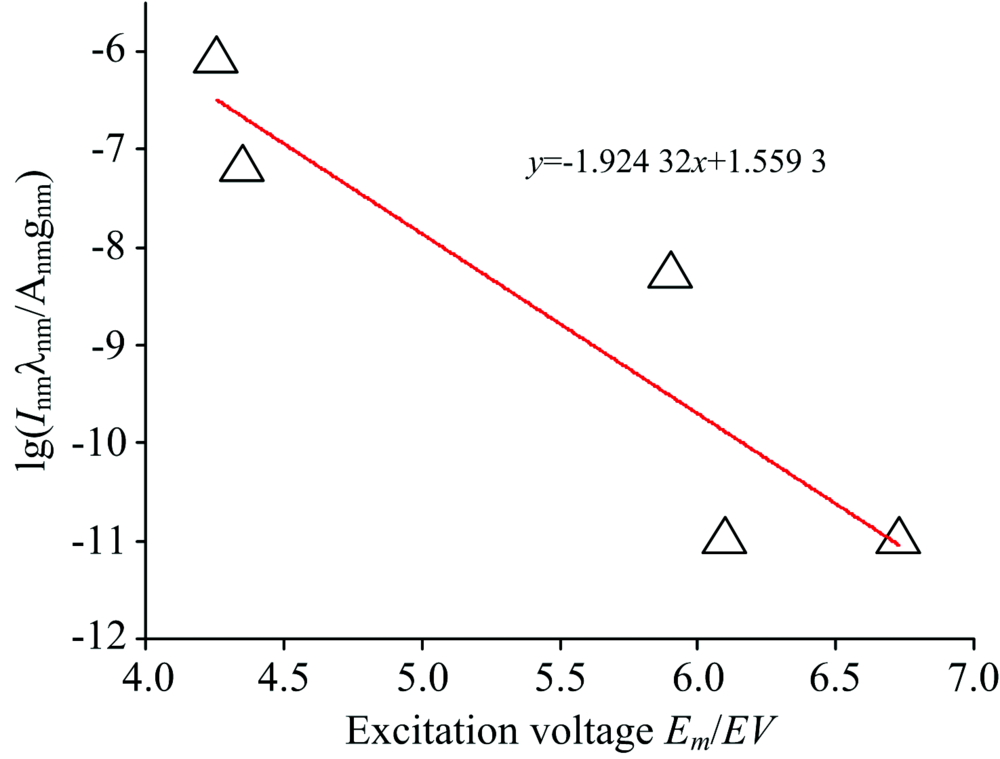 | 图5 引弧5 ms电弧光谱温度拟合直线Fig.5 Arcing 5 ms arc spectral temperature fitting straight line |
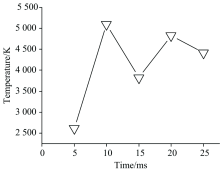
对不同引弧时刻的光谱数据进行相同的处理, 分别得出不同引弧时刻的电弧等离子体温度如表4所示。 图6为水下湿法焊接电弧等离子体温度随时间变化的趋势图。
 | 图6 引弧不同时刻温度变化趋势图Fig.6 Temperature change trend at different times of arcing |
| 表4 引弧不同时刻电弧温度 Table 4 Arc temperature at different times of arcing |
图6为水下湿法焊接电弧等离子体温度随时间变化的趋势图。 从图中可以看出, 随着引弧时间的增加, 电弧温度不断上升, 其中从引弧5~10 ms电弧温度急剧上升达到峰值点, 其后电弧温度下降, 到引弧20 ms时温度又出现第二个峰值, 其后温度下降到4 414 K, 值得注意的是此时电弧已处于稳弧状态, 该时刻温度计算结果与文献[10]中的数据相吻合。
原子或离子谱线都具有一定的宽度, 叫作谱线的展宽, 焊接电弧等离子体的Stark展宽主要是因为光子的辐射受到周围离子和自由电子微电场的作用[11]。 利用谱线的Stark展宽测定等离子体的电子数密度既不要求等离子体满足局部热力学平衡的条件, 也不必考虑其化学组分, 是最有效的方法。 式(3)给出了氢的谱线半高全宽(FWHM)Δ λ 1/2与电子密度Ne的关系[12]
式(3)中, 系数C(Ne, Ue)为谱线展宽系数。
在实际测得的数据中, 谱线展宽包含了Doppler展宽和仪器展宽的影响, 计算时必须扣除其影响, 其计算公式为
式(4)中: Δ λ EFWHH为试验测得的展宽, Δ λ D为Doppler展宽, Δ λ Ins为仪器展宽。
实际计算中, 一般采用氢原子的α 谱线或β 谱线, 当电子密度在1020~1025 m-3, 电子温度在1 000~175 000 K范围时, 适用于平衡和非平衡等离子体巴尔末系谱线α 的电子密度计算公式为[13]
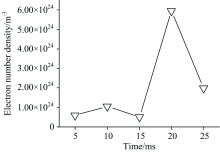
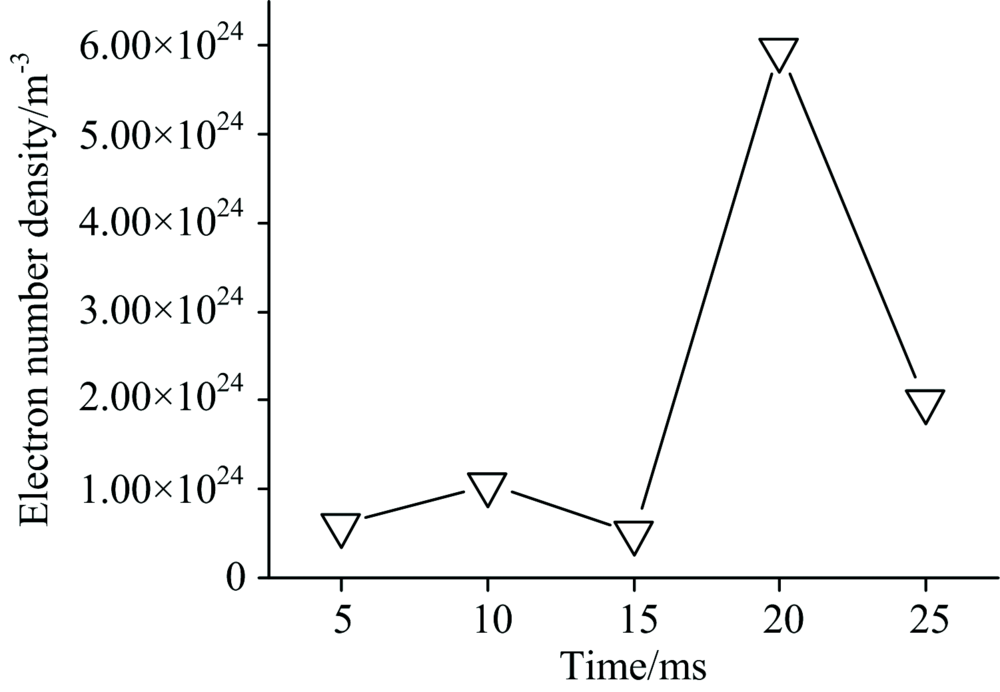
将经过平均化处理的不同引弧时刻的氢原子的α 谱线数据代入上述公式, 分别计算得到不同引弧时刻的电子密度如表5所示。
| 表5 不同引弧时刻电子密度 Table 5 Electron density at different arcing moments |
图7为水下湿法焊接电弧等离子电子数密度随时间变化的趋势图, 可以发现, 其变化趋势和温度变化趋势并不完全相同, 这是因为电子的激发并不只受温度影响, 不同元素的电子激发能力不同, 其对应的激发温度不同, 对电子数密度的贡献也不同; 电子数密度在10和20 ms时分别出现峰值, 从电流图中可以看出, 在峰值点对应的引弧时刻, 电流均出现峰值, 电弧的形成伴随着空间间隙被击穿的过程, 而空间被击穿时刻电弧等离子体的激发能力肯定很强; 电子数密度是单位体积的电子数, 引弧20 ms作为引弧的最后时刻, 电弧可能存在收缩现象, 使单位体积内的电子数密度较大。 因此综合作用下, 造成电子数密度的这种变化趋势。
 | 图7 引弧不同时刻电子密度变化趋势图Fig.7 Shows the trend of electron density change at different times of arcing |
搭建了水下湿法焊接电弧光谱诊断平台, 对水下湿法焊接引弧不同时刻的光谱信号进行了采集, 并对计算等离子体温度和电子数密度所需要的Fe元素和H元素进行了标定。
通过玻尔兹曼图示法对水下湿法焊接电弧等离子体在引弧不同时刻的温度进行了计算, 基于斯塔克展宽理论通过Hα 谱线计算了引弧不同时刻的电子数密度, 分析了电弧温度和电子数密度的变化趋势特点, 为认识水下湿法焊接过程的物理本质及进一步提升引弧过程的稳定性提供了重要参考和定量依据。
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|