

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
基于光谱诊断的氩-氮P-TIG焊引弧的动态电弧物理特性研究
[肖笑1, 2  , 李芳
, 李芳2, * , 华学明2 , 张柯柯1 ]
, 李芳, 华学明|
|


作者简介: 肖 笑, 1985年生, 河南科技大学材料科学与工程学院讲师 e-mail: xiaoxiaonov@163.com
焊接电弧等离子体的物理特性直接决定了焊接接头的成形形貌, 分析双组分保护气体的脉冲钨极惰性气体保护焊(P-TIG)动态电弧物理特性, 为深入开展混合气体保护焊的焊缝成形物理过程研究提供理论基础。 氩-氮混合气体保护焊电弧具有高热特性可以增加熔深, 但在焊接前混合均匀的保护气体, 引弧后气体浓度会重新分布, 使电弧等离子体物理特性的实时动态变化特点变得复杂。 光谱诊断是电弧等离子体物理特性测量的最重要手段, 但对双组分气体保护的P-TIG焊电弧特性的研究仍需深入进行, 特别是对于易引起缺陷的起弧过程, 其动态物理特性亟需深入分析。 针对氩-氮混合气体P-TIG焊的引弧过程, 以P-TIG焊产生的氩-氮双组分电弧等离子体为研究对象, 提出利用窄带滤光片与CCD相结合的高速摄影实验系统采集双组分电弧等离子的动态光谱信息, 获取特征谱Ar Ⅰ 794.8 nm和N Ⅰ 904.6 nm的P-TIG焊电弧光谱强度动态分布; 提出利用双元素双组分标准温度法计算P-TIG焊引弧过程中距离钨极下方1, 2, 3和4 mm位置处电弧等离子体的动态温度及浓度, 定量分析80%Ar+20%N2保护的P-TIG焊从引弧至电弧稳定过程的电弧等离子体物理特性实时分布。 实验结果表明, 80%Ar+20%N2保护的P-TIG焊电弧强度、 电弧温度及浓度的变化均与脉冲电流的变化同步, 焊接电流在3 ms内达到稳定状态, 而电弧等离子体的强度、 温度及浓度需要更长时间达到平衡状态。 从起弧到电弧等离子稳定燃烧的过程中, 基值期间和峰值期间的电弧等离子体强度均呈现先升高再降低的趋势; 由于阴极的热传导及电流密度的变化, 使得电弧等离子体轴向位置的峰值温度及基值温度均出现迅速升高再缓慢降低的现象; 由于粒子间碰撞及摩擦力的影响, 使得电弧等离子体的峰值及基值期间氩的浓度均呈迅速减小再缓慢增加的趋势, 且氩的浓度均低于焊前浓度。
The welding property was decided by the physical characteristic of the arc plasma, and the dynamic property of two-element arc plama which was produced by pulse tungsten inert gas welding(P-TIG) with hybrid shielding gas was analyzed, which provides a theoretical basis for further research on the physical process of weld in hybrid gas shielded welding. Argon-nitrogen arc plasma was used to improve penetration since it has high thermal property, but demixing during welding complicated its physical characteristic. Spectral diagnosis is the most important means to measure the physical characteristics of arc plasma, but the further research on the arc characteristics of P-TIG welding with hybrid sheilding gas is still needed, especially during the arc ignition time. In this paper, an argon-nitrogen arc plasma produced by P-TIG welding during arc ignition is studied, the high-speed camera experiment system is proposed to collect the dynamic spectrum information of arc plasma, and the dynamic intensity of Ar Ⅰ 794.8 nm and N Ⅰ 904.6 nm under P-TIG welding arc was obtained; temperature and concentration of 1, 2, 3 and 4 mm under tungsten during arc ignition were calculated by Fowler-Milne method; and the physical characteristics of 80%Ar+20%N2 shielded P-TIG welding arc plasma were quantitatively analyzed. The results show that the change of arc intensity, temperature and concentration is synchronized with the current. The welding current reaches a stable state within 3 ms, while the intensity, temperature and concentration of the arc plasma take longer time to reach equilibrium state. From arc ignition to steady burning, the arc intensity presented a trend of increasing first and then decreasing during the base and peak period. As a result of changes in heat conduction and current density of the cathode, the peak temperature and base temperature in the axial position of arc plasma increase rapidly and then decrease slowly. Due to the impact of particles collision and friction, the concentration of argon decreases rapidly and increases slowly during both the peak and the base period of arc plasma, and is lower than the original value.
脉冲钨极惰性气体保护焊(P-TIG)可以通过调节焊接电流精确控制焊缝的热输入, 适合焊接薄板及超薄板, 并且可以实现单面焊双面成形, 因此在工业中得到了广泛的应用。 利用P-TIG焊可以获得全位置高品质焊缝[1], 并可以实现钛合金[2], 镍基合金[3]等难焊金属的焊接。 另一方面, 氩氮混合气体TIG焊可以增加熔深, 改善焊缝成形, 氩氮混合气体的P-TIG焊可影响焊缝形貌[4]。
焊缝的成形得到改善的根本原因在于焊接电弧的性质发生了变化, 因此, 国内外学者在P-TIG焊成形工艺研究的基础上, 分析了其电弧的物理特性。 光谱法是电弧等离子体物理特性诊断的主要方法, 黄鹏飞等[5]利用高速摄影系统, 分析了高频脉冲TIG焊在脉冲电流突变时, 脉冲电弧加热及散热情况, 结果表明电弧扩张速度大于收缩速度。 Sawato等[6], Nomura等[7]利用高速摄影测量了不同电流的P-TIG焊电弧温度, 得到了峰值时刻和基值时刻的电弧温度分布; Ma等[8]利用标准温度法测量了P-TIG焊电弧的温度分布, 发现电弧稳定后脉冲电流峰值期间电弧温度降低, 而基值期间电弧温度升高。 上述研究对深入了解纯氩保护的P-TIG焊电弧物理特性具有重要意义, 但对氩氮混合气体保护的P-TIG焊电弧特性仍需深入研究。
氩氮混合气体TIG焊电弧属于双组分电弧等离子体, 在焊接前均匀混合的氩氮保护气体在焊接过程中其浓度进行了重新分配, 相对于纯氩TIG焊电弧等离子体而言, 氩氮混合气体TIG焊的电弧等离子体物理特性变得复杂。 Murphy[9]提出了双元素双组分标准温度法, 并测量了氩氮电弧等离子体的温度, 质量浓度分布, 具有较高的精度。 上述研究均采用光谱仪作为光学采集系统, 且假设电弧等离子体为静止状态, 即电弧等离子体不随时间发生变化。 因此, 并不能反应电弧等离子体的实时动态变化特点, Xiao等[9]等利用基于CCD的电弧图像采集实验系统, 实现了对氩氮TIG焊电弧等离子体的物理特性诊断, 但是引弧过程中会出现引弧点和接头缺陷, 对氩氮P-TIG焊电弧等离子引弧过程物理特性的分析较缺乏。
本文设计CCD 电弧图像采集实验系统, 利用双元素双组分标准温度法对氩氮混合气体P-TIG焊电弧等离子体的引弧过程进行光谱诊断, 定量分析引弧过程双组分电弧等离子体的物理特性的变化规律, 并分析这一变化规律的产生原因, 为深入理解双元素电弧等离子体的动态物理特性具有重要意义。
为了实现氩氮P-TIG焊引弧过程电弧等离子体物理场特性的实时动态诊断, 本文设计了基于CCD的电弧光谱信息实时采集实验系统。 它主要由两部分组成, 分别为氩氮焊接电弧等离子体产生系统及光谱信息采集系统, 如图1所示。
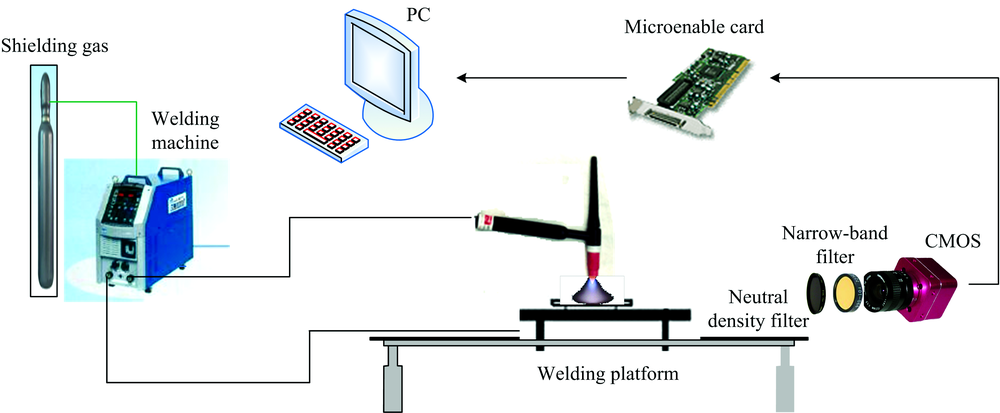 | 图1 双CCD电弧光谱信息实时采集实验系统示意图Fig.1 Schematic image of spectral information on-line acquisition experimental system with double CCD |
氩氮焊接电弧等离子体产生系统用于产生氩氮双组分电弧等离子体, 主要包括TIG焊电源, 水冷铜极, 氩氮混合气体配比系统。 焊接电源采用OTC公司型号为DA300PD的TIG焊焊机。 为了保证双组分电弧的纯度, 阳极选用水冷铜板, 其尺寸为90 mm× 100 mm× 9 mm, 并在电弧燃烧过程中利用循环水冷却, 抑制金属蒸汽的产生。 本文选用的焊接保护气体的摩尔浓度分别为80%Ar+20%N2, 氩-氮双组分电弧等离子的P-TIG焊实验参数如表1所示, 引弧方式为高频引弧, 并在高频结束后采集电流及光谱信息。
| 表1 氩氮双组分电弧等离子的P-TIG焊实验参数 Table 1 Welding parameters for Ar-N arc plasma in P-TIG welding |
氩氮双组分电弧等离子的光谱信息采集系统主要包括一组中性减光片, 一片特定波长的窄带滤光片, 一个定焦镜头以及一个 CCD 传感器。 假定氩氮电弧为柱对称的热源, 将CCD光学图像采集装置分别放置于电弧的一侧, 且与氩氮电弧保持在同一水平面上。 窄带滤光片包括中心波长为794.8 nm的Ar Ⅰ 谱线, 其半高宽为3 nm; 以及中心波长为904.6 nm的N Ⅰ 谱线, 其半高宽为7 nm。 所采用的CCD传感器为Photron SA-X2 1000K M4, 根据实验系统的特点, 确定焦距为55 mm, 物距为0.35 m, 拍摄的帧频为5 000 帧· s-1。
氩氮双组分电弧等离子的发射系数与温度及浓度相关, 当粒子从高能级u跃迁到低能级l时, 辐射出一定波长的谱线, 其特征谱发射系数ε v可表示为
其中: ε v为电子由高能级u向低能级l跃迁时的发射系数; ν ul为电子由高能级u向低能级l跃迁时的频率; Aul为频率为ν 的谱线跃迁概率; Eu为高能级u对应的能量; k为玻尔兹曼常数。
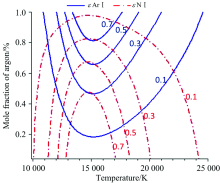
根据上述公式可以计算出两种组分(Ar, N)的等发射系数图, 如图2所示。
 | 图2 氩-氮电弧等离子体中, 特征谱Ar Ⅰ 794.8 nm和N Ⅰ 904.6 nm的温度-浓度等发射系数图 实线为Ar Ⅰ 794.8 nm的等发射系数曲线, 虚线为N Ⅰ 904.6 nm的等发射系数曲线Fig.2 Emission coefficient contour of Ar Ⅰ 794.8 nm and N Ⅰ 904.6 nm between the mole fraction of argon and temperature in argon-nitrogen arc plasma Solid lines correspond to different values for Ar Ⅰ 794.8 nm, and dotted lines correspond to different values for N Ⅰ 904.6 nm |
分析图2可知, 只要通过实验测量出电弧等离子体的两条特征谱发射系数, 即ε Ar-Ar Ⅰ 794.8 nm及ε N-N Ⅰ 904.6 nm的发射系数, 就可得到对应的电弧等离子体温度及摩尔浓度值。
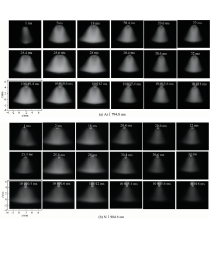
为了测量电弧的温度及浓度分布, 首先利用CCD电弧光谱信息实时采集实验系统, 获取了80%Ar+20%N2的特征谱Ar Ⅰ 794.8 nm和特征谱N Ⅰ 904.6 nm的电弧图像。 由于计算机内存有限, 拍摄了P-TIG焊电弧自引弧至100 ms, 以及电弧燃烧10 s后处于稳定状态的电弧特征谱图像, 典型的电弧特征谱图像如图3所示。
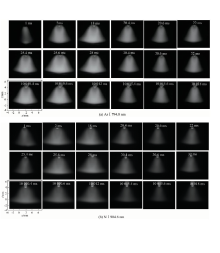 | 图3 保护气体为80%Ar+20%N2的P-TIG焊引弧过程及稳定后的特征谱(a) Ar Ⅰ 794.8 nm, (b) N Ⅰ 904.6 nm电弧图像Fig.3 Typical frames of the spectral intensity images of the (a) Ar Ⅰ 794.8 nm line, (b) N Ⅰ 904.6 nm line of 80%Ar+20%N2 shielded P-TIG arc plasma during arc ignition and arc stable |
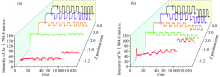
保护气体为80%Ar+20%N2的P-TIG焊引弧过程及电弧稳定后的特征谱Ar Ⅰ 794.8 nm电弧强度分布和特征谱N Ⅰ 904.6 nm电弧强度分布图像, 如图4所示。 由于电弧温度在1.4 ms以内较低, 电弧强度不高, 电弧形态不规则, 因此无法计算电弧温度。 距离钨极正下方1, 2, 3和4 mm位置处特征谱Ar Ⅰ 794.8 nm的强度分布如图4(a)所示, 相比较于引弧过程, 电弧稳定燃烧后, 基值期间电弧强度有所降低, 峰值期间电弧强度变化不明显。 特征谱N Ⅰ 904.6 nm的强度分布如图4(b)所示, 相比较于引弧过程, 电弧稳定燃烧后, 基值期间和峰值期间的电弧强度均降低。
根据特征谱的强度分布, 利用双元素双组分标准温度法进行计算, 就可以得到80%Ar+20%N2的P-TIG焊电弧等离子体的温度和浓度分布, 如图5所示。 P-TIG焊电流在3ms内达到稳定状态, 而电弧的温度及浓度需要较长时间达到稳定。 在电弧引燃的3ms内, 距钨极正下方1, 2, 3和4 mm处的温度分别达到22 400, 19 500, 17 700和16 700 K, 在20 ms时电弧进入脉冲阶段, 峰值期间电弧中心距钨极正下方1, 2, 3和4 mm处的温度分别为21 000, 19 000, 18 100和16 800 K, 基值期间电弧的温度分别为19 000, 17 400, 14 700和14 000 K。 引弧10 s后, 电弧温度达到相对稳定状态, 峰值期间电弧中心距钨极正下方1, 2, 3和4 mm处的温度分别为20 800, 18 500, 17 500和16 000 K, 基值期间电弧的温度分别为17 100, 16 000, 14 200和13 600 K。 也就是说, 80%Ar+20%N2的P-TIG焊电弧等离子体从引弧到电弧稳定的过程中, 电弧的峰值温度及基值温度都呈减小趋势。 这主要与阴极的温度变化有关, Ma等[10]的研究表明, 在z< -1.2 mm位置的谱线强度仅与阴极表面的热辐射有关。 由图4可知, 在距离钨极上方1.2mm位置的谱线强度随着引弧时间的增长而增加。 因此, 在引弧的过程中, 阴极的温度随着电弧的温度升高而不断升高。 一方面, 阴极温度的升高是由于电弧等离子体通过热传导的方式传递给了阴极。 另一方面, 阴极表面温度的升高增大了通过热离子发射产生电弧电流的面积, 降低了阴极上的电流密度。 因此, 从引弧到电弧达到稳定状态, 电弧等离子体温度降低。
 | 图4 保护气体为80%Ar+20%N2的P-TIG焊引弧过程及稳定后电弧轴线位置的特征谱 (a) Ar Ⅰ 794.8 nm, (b) N Ⅰ 904.6 nm强度分布Fig.4 The spectral line intensities distribution at axial position of the (a) Ar Ⅰ 794.8 nm line, (b) N Ⅰ 904.6nm line of 80%Ar+20%N2 shielded P-TIG arc plasma during arc ignitionand arc stable |
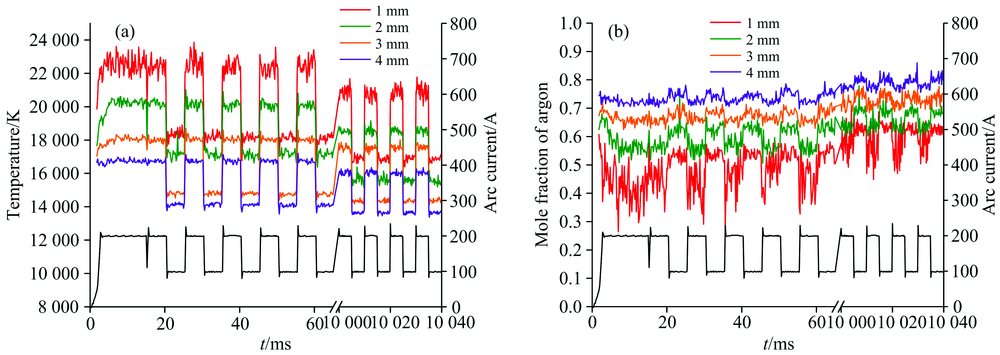 | 图5 保护气体为80%Ar+20%N2的P-TIG焊引弧过程及稳定后电弧轴线位置的特征谱(a) 温度, (b) 浓度分布Fig.5 Change characteristic of (a) temperature and (b) concentration distribution at various axial positions of 80%Ar+20%N2 shielded P-TIG arc plasma during arc ignitionand arc stable |
在焊接前保护气体为混合均匀的80%Ar+20%N2, 在电弧引燃的3 ms内, 距钨极正下方1, 2, 3和4 mm处氩的浓度分别达到50%, 66%, 69%和73%, 在20 ms时电弧进入脉冲阶段, 峰值期间电弧中心距钨极正下方1, 2, 3和4 mm处氩的浓度分别为43%, 54%, 65%和71%, 基值期间氩的浓度分别为52%, 63%, 70%和74%。 引弧10s后, 电弧温度达到相对稳定状态, 峰值期间电弧中心距钨极正下方1, 2, 3和4 mm处氩的浓度分别为60%, 65%, 73%和77%, 基值期间氩的浓度分别为63%, 68%, 74%和79%。 也就是说, 80%Ar+20%N2的P-TIG焊电弧等离子体从引弧到电弧稳定的过程中, 电弧的峰值及基值期间氩的浓度都呈增加趋势, 且均低于焊前浓度。 气体浓度的变化主要是由于电弧等离子体中的摩擦力引起的。 摩擦力引起的浓度变化对中心区域的影响最显著, 其作用结果是使得氮集中在圆弧轴附近[11]。 电弧等离子体稳定后温度降低, 粒子间碰撞的减少, 使得摩擦力减小, 因此, 氮的浓度降低, 氩的浓度升高。
通过测量80%Ar+20%N2保护的氩-氮双组分P-TIG焊电弧等离子体的温度和摩尔浓度分布, 得出以下结论:
(1) 利用CCD电弧光谱信息实时采集实验系统, 获取了特征谱Ar Ⅰ 794.8 nm和N Ⅰ 904.6 nm的P-TIG焊电弧光谱强度动态分布, 电弧强度变化与电流变化同步, 相比较于引弧过程, 电弧稳定燃烧后, 基值期间和峰值期间的电弧强度均降低;
(2) 80%Ar+20%N2保护的P-TIG焊电流在3ms内达到稳定状态, 电弧温度与电流的变化同步。 由于阴极的热传导及电流密度的变化, 使得从引弧到电弧稳定的过程中, 电弧轴向位置的峰值温度及基值温度都呈减小趋势;
(3) 80%Ar+20%N2保护的P-TIG焊电弧浓度与电流的变化同步, 由于摩擦力的影响, 从引弧到电弧稳定的过程中, 电弧的峰值及基值期间氩的浓度都呈增加趋势, 且均低于焊前浓度。
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|